

Casa
>
Prodotto > Servizio di personalizzazione principale > Modanatura personalizzata > Stampaggio di parti di stampi ad iniezione di materie plastiche
Prodotto
- Servizio di personalizzazione principale
- Assistenza sanitaria
- Attrezzature sanitarie domestiche
- Prodotti per massaggi salutari per uso domestico
- Attrezzature mediche per la riabilitazione domestica
- Attrezzature per l'assistenza domiciliare
- Attrezzatura medica della casa dell'ospedale
- Attrezzatura medica commerciale dell'ospedale
- Nuovi dispositivi medici
- Forniture veterinarie
- Apparecchi e strumenti elettronici
- Stampi per forniture materne e infantili
- Sport ricreativi
- Arte dell'arredamento della casa
- Accessori per auto
- Trasporti e magazzinaggio
- Apparecchi di illuminazione
- Attrezzature per l'edilizia
- Prodotto da imballaggio
- Didattica e laboratori
- Abbigliamento Bagagli Accessori
- Prodotti per la cura e la pulizia
- Agricoltura e silvicoltura
- Attrezzatura meccanica
- Forniture per animali domestici
- Stoviglie









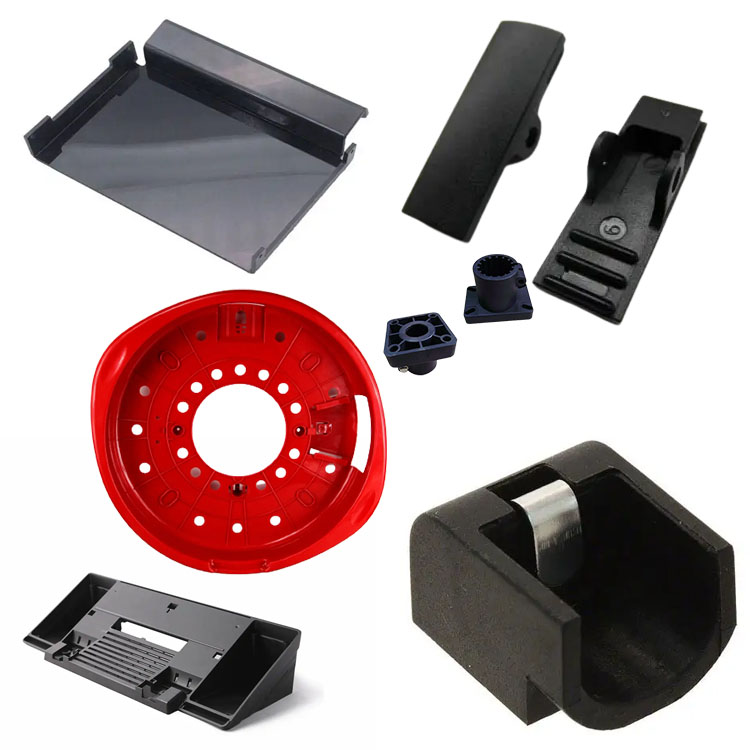
Stampaggio di parti di stampi ad iniezione di materie plastiche
Ningbo (P&M) Plastic Metal Products Co., Ltd. ha 17 anni di tecnologia di produzione di stampi e può personalizzare lo stampaggio di parti di stampi a iniezione di plastica. Forniamo servizi professionali di stampaggio di parti di stampi a iniezione di plastica personalizzati e siamo un produttore professionale di stampaggio di parti di stampi a iniezione di plastica. Abbiamo sufficiente esperienza nella selezione delle materie prime dei prodotti e dei materiali per gli stampi. Nel processo di personalizzazione dello stampaggio di parti di stampi a iniezione di plastica, la nostra fabbrica può fornire un servizio completo. Disponiamo di capacità di progettazione e produzione relative allo stampaggio di parti di stampi a iniezione di plastica, quali: progettazione CAD, produzione di stampi, stampaggio a iniezione, produzione di prodotti in plastica, assemblaggio e altre tecnologie.
Invia richiesta
Descrizione del prodotto
Inoltre, la nostra azienda ha stabilito rapporti di collaborazione con fornitori di materie prime plastiche, produttori di stampe, ecc. per garantire la fornitura di materie prime e la qualità di stampa. Grazie alla nostra ricca esperienza e alla perfetta catena di fornitura, la nostra azienda è in grado di fornire ai clienti prodotti di stampaggio di parti di stampi a iniezione di plastica personalizzati di alta qualità per soddisfare le loro esigenze specifiche. Allo stesso tempo, abbiamo 10 anni di esperienza professionale nel servizio di commercio estero, comprendiamo il processo del commercio estero e serviamo meglio i nostri clienti. Per i prodotti di stampaggio di parti di stampi a iniezione di plastica, possiamo realizzare parti di plastica corrispondenti, che vengono eseguite principalmente tramite stampi a iniezione.



I punti chiave dello stampaggio di stampi a iniezione di plastica ruotano attorno alla progettazione dello stampo, al controllo dei parametri di processo e al controllo di qualità. Di seguito un riepilogo dettagliato:
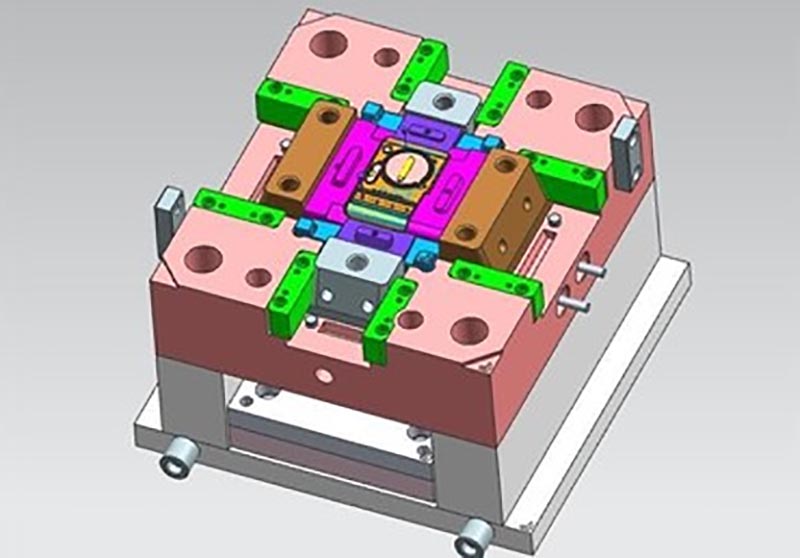
I. Punti fondamentali della progettazione dello stampo (che incidono direttamente sulla qualità dello stampaggio)
1. Progettazione della struttura dello stampo
Progettazione della superficie di divisione: preferire linee di divisione piatte o inclinate per evitare bave o riempimenti causati da forme complesse. Per parti come i cappucci in plastica, prestare attenzione alla simmetria della superficie di divisione per ridurre al minimo i segni di saldatura.
Sistema di cavità e porte:
Per gli stampi a iniezione a canale freddo, ottimizzare la progettazione del sistema di colata per ridurre gli sprechi di residui freddi. È necessario calcolare il volume totale della parte e del sistema di accesso (ad esempio, V = 10,3 cm³ in questo esempio) per evitare una pressione di iniezione insufficiente a causa di un volume eccessivo.
La posizione del cancello dovrebbe evitare motivi decorativi sulla parte o aree di concentrazione delle sollecitazioni (come le transizioni degli angoli arrotondati). I cancelli laterali o i cancelli puntuali sono più adatti per cavità a pareti sottili o complesse. Progettazione del sistema di estrazione: i perni di espulsione o i perni di espulsione devono essere distribuiti uniformemente per evitare la deformazione della parte o l'adesione allo stampo. L'altezza dell'espulsore deve corrispondere allo spessore del pezzo (ad esempio, le aree con pareti spesse dei pezzi in stile trofeo richiedono tempi di espulsione più lunghi).
2. Progettazione del sistema ausiliario
Sistema di controllo della temperatura: le zone di controllo della temperatura devono essere impostate in base alle proprietà del materiale (ad esempio, l'ABS richiede 210-250°C, il PP richiede 180-220°C). La differenza di temperatura tra le aree a pareti spesse e quelle a pareti sottili deve essere mantenuta entro 10°C per evitare restringimenti e deformazioni.
Sistema di raffreddamento: utilizzare acqua circolante o raffreddamento ad aria. Il tempo di raffreddamento deve essere prolungato nelle aree a pareti spesse (30-60 secondi) e ridotto nelle aree a pareti sottili (15-30 secondi). La resistenza dello stampo deve soddisfare i requisiti di raffreddamento ad alta pressione (ad esempio, gli stampi in acciaio possono resistere a pressioni di raffreddamento più elevate).
3. Resistenza e durata dello stampo
La resistenza dello stampo è fondamentale per garantire la qualità e la durata dello stampaggio del prodotto. La selezione del materiale dovrebbe basarsi sulla pressione di iniezione, sul tempo di tenuta e sulle dimensioni della parte (ad esempio, la durata di uno stampo in acciaio dovrebbe essere ≥ 50.000 cicli, mentre gli stampi in alluminio sono adatti per la produzione in piccoli lotti). Dovrebbero essere prese in considerazione anche le fessurazioni indotte da stress termico. Il rafforzamento dovrebbe essere ottenuto attraverso il rinforzo delle nervature o l'indurimento localizzato.
II. Principali preparazioni pre-stampaggio (per evitare rilavorazioni)
1. Struttura del prodotto e analisi della lavorabilità
Dimensioni e precisione: definire tolleranze dimensionali critiche (IT11-IT13) e ottenerle attraverso la lavorazione dello stampo ad alta precisione (come l'adattamento dell'inserto). Le dimensioni non critiche possono essere allentate per ridurre i costi. Spessore della parete e angolo di sformo: la deviazione dello spessore della parete deve essere ≤10%. Aree eccessivamente spesse necessitano di rinforzi o aggiustamenti strutturali. Gli angoli di sformo devono essere progettati per tutte le superfici dello stampo (≥3° per superfici esterne, ≥1° per superfici non esterne) per prevenire danni allo stampo.
Raccordi e transizioni degli angoli: gli angoli della parte in plastica devono avere un raggio ≥0,5 mm per ridurre la concentrazione delle sollecitazioni. L'arrotondamento simultaneo della cavità dello stampo prolunga la durata dello stampo.
2. Adattamento delle proprietà dei materiali
Le proprietà di ritiro e scorrimento delle diverse plastiche variano in modo significativo, richiedendo aggiustamenti mirati alla progettazione dello stampo:
Tipo di materiale Punti chiave della progettazione dello stampo a ritiro
L'ABS 0,5%-0,8% richiede un raffreddamento uniforme per evitare deformazioni; la posizione del cancello dovrebbe evitare aree soggette a segni di saldatura.
PP 1,5%-2,5% consente un maggiore ritiro; il sistema di raffreddamento deve essere migliorato per evitare segni di affondamento.
PS 0,3%-0,5% richiede uno spessore di parete uniforme (3-8 mm) per evitare bolle d'aria; le parti in plastica trasparente richiedono uno stampo altamente lucidato.
III. Controllo dei parametri di processo (determina l'efficienza e la qualità dello stampaggio)
Punti chiave del tipo di parametro
Pressione e velocità di iniezione: cavità complesse richiedono una pressione maggiore (50-120 MPa) per garantire il riempimento completo dello stampo; la velocità deve essere regolata per gradi (iniezione lenta per il riempimento, iniezione rapida per mantenere la pressione).
Il tempo di permanenza è generalmente di 10-30 secondi, ma dovrebbe essere esteso a oltre 30 secondi in aree con pareti spesse per evitare cavità da ritiro o segni di avvallamento causati dal ritiro da raffreddamento.
Tempo di raffreddamento: 30-60 secondi in zone a pareti spesse e 15-30 secondi in zone a pareti sottili per evitare deformazioni dovute a grandi differenze di temperatura tra interno ed esterno. La velocità di raffreddamento per stampi in acciaio può essere controllata a 5-10°C/min.
Forza di bloccaggio La forza di bloccaggio massima della macchina per lo stampaggio a iniezione deve essere adattata per evitare lo scivolamento dello stampo durante la chiusura dello stampo (ad esempio, la pressione di iniezione dell'ABS è elevata e richiede una forza di bloccaggio ≥ 800 tonnellate).
IV. Precauzioni durante il processo di stampaggio
Preriscaldamento dello stampo: l'aumento della temperatura dello stampo (50-80°C) può ridurre l'adesione del materiale e migliorare la finitura superficiale (soprattutto per le parti in plastica trasparente).
Asciugatura: i materiali igroscopici (come il PA) richiedono una pre-essiccazione (80-100°C per 2-4 ore) per evitare difetti di porosità.
Adattamento dei lotti di produzione: la produzione su larga scala richiede stampi in acciaio e attrezzature automatizzate (come un pick-up robotizzato); la produzione su piccola scala può utilizzare stampi in alluminio con assistenza manuale.
Ottimizzazione del ciclo: pulire regolarmente la vite per evitare residui di materiale; utilizzare un sistema a canale caldo per ridurre al minimo i segni di saldatura e ridurre gli sprechi.
V. Ispezione di qualità e post-elaborazione
Rilevamento dei difetti: concentrarsi sul controllo di punti brevi (riempimento insufficiente), bolle (inclusione di aria) e deformazioni (raffreddamento irregolare). I problemi possono essere localizzati utilizzando l'illuminazione o una macchina di misura a coordinate.
Calibrazione dimensionale: in base al tasso di ritiro del materiale (ad esempio, il ritiro dell'ABS è dello 0,5%).
Siamo un produttore di stampaggio di parti di stampi a iniezione di plastica, che fornisce produzione di stampaggio di parti di stampi a iniezione di plastica di alta qualità. Se desideri personalizzare/sviluppare prodotti per lo stampaggio di parti di stampi a iniezione in plastica, puoi trovarci. Disponiamo di una progettazione professionale di stampi a iniezione e di una tecnologia di produzione matura, che vi fornisce un servizio completo, dalla progettazione del prodotto, alla realizzazione di stampi, alla produzione del prodotto, all'imballaggio del prodotto, al trasporto del prodotto, possiamo aiutarvi in ogni collegamento. Finché verrai da noi, ti forniremo il massimo servizio e ti soddisferemo in termini di qualità del prodotto, tempi di produzione, dialogo informativo, ecc.
|
Nome del prodotto |
Stampaggio del tapis roulant |
|
Si prega di fornire |
2D, 3D, campioni o dimensioni di le immagini multi-angolo |
|
Tempo di muffa |
20-35 giorni |
|
Tempo del prodotto |
7-15 giorni |
|
Precisione dello stampo |
+/-0,01 mm |
|
Vita della muffa |
50-100 milioni di colpi |
|
Processo di produzione |
Disegni di audit: analisi del flusso dello stampo - validazione del progetto - Materiali personalizzati - lavorazione stampi - lavorazione anime - lavorazione elettrodi - Sistema Runner lavorazione - lavorazione e approvvigionamento di pezzi - accettazione della lavorazione - cavità processo di trattamento superficiale - modalità complessa Die - L'intero rivestimento superficiale dello stampo - piastra di montaggio - campione dello stampo - prova campione - invio campioni |
|
Cavità dello stampo |
Una cavità, multi-cavità o uguale prodotti diversi possono essere realizzati insieme |
|
Materiale dello stampo |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Sistema di corridori |
Canale caldo e canale freddo |
|
Materiale di base |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Fine |
Snocciolando la parola, finitura a specchio, superficie opaca, strie |
|
Standard |
HASCO, DME o dipendenti da |
|
Tecnologia principale |
Fresatura, rettifica, CNC, elettroerosione, filo taglio, intaglio, elettroerosione, torni, finitura superficiale, ecc. |
|
Software |
CAD,PRO-E,UG Tempo di progettazione: 1-3 giorni (circostanze normali) |
|
Materiale del prodotto |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Sistema di qualità |
ISO9001:2008 |
|
Stabilisci il tempo |
20 giorni |
|
Attrezzatura |
CNC, elettroerosione, taglio Macchina, macchinari per la plastica, ecc. Stampo per valigie in plastica Zhe Jiang |


Realizzazione di stampi per iniezione plastica

Specifiche dello stampaggio della plastica

Progettazione dello stampo:



Processo di transazione:

Test della muffa:


Confezione del prodotto

Fabbrica
Siamo una fabbrica di stampi in plastica personalizzata. La nostra fabbrica è produttrice di stampi per iniezione plastica. abbiamo 17 anni di esperienza nello stampo in plastica personalizzato professionale e 10 anni di esperienza nel commercio estero. Siamo fornitori di stampi in plastica personalizzati. Siamo in grado di fornire un servizio personalizzato di stampi in plastica. La nostra fabbrica può realizzare parti in plastica stampate ad iniezione e la qualità dei prodotti ti soddisferà.
Abbiamo più di 50 macchine di fascia alta e centinaia di ingegneri e progettisti. Siamo in grado di fornire un servizio completo, dalla progettazione del prodotto - realizzazione di stampi - produzione del prodotto - imballaggio del prodotto - trasporto. Abbiamo una filiera produttiva completa. Possiamo soddisfare tutte le vostre esigenze.
Servizi che forniamo:
Servizio professionale di stampi personalizzati, progettazione e produzione di stampi in plastica. Produzione di prodotti in plastica, progettazione del prodotto, progettazione di stampi, personalizzazione di stampi per soffiaggio, personalizzazione di stampi rotazionali, personalizzazione di stampi per pressofusione. Servizi di stampa 3D, servizi di produzione CNC, imballaggio del prodotto, imballaggio personalizzato, servizi di spedizione.










Aderiamo sempre ai principi della qualità innanzitutto e del tempo. Fornendo ai clienti prodotti della massima qualità, cercare di massimizzare l'efficienza produttiva e ridurre i tempi di produzione. Siamo orgogliosi di dire a ogni cliente che la nostra azienda non ha perso alcun cliente sin dalla sua fondazione. Se c'è un problema con il prodotto, cercheremo attivamente una soluzione e ci assumeremo la responsabilità fino alla fine.

Domande frequenti
Q1: sei una società commerciale o un produttore?
A: Siamo produttori.
Q2. Quando posso ottenere il preventivo?
A: Di solito citiamo entro 2 giorni dalla ricezione della tua richiesta.
Se hai molta urgenza, chiamaci o comunicacelo nella tua email in modo che possiamo prima fare un preventivo per te.
Q3. Quanto tempo è il tempo di consegna per lo stampo?
R: Tutto dipende dalle dimensioni e dalla complessità dei prodotti. Normalmente, il tempo di consegna è di 25 giorni.
Q4. Non ho un disegno 3D, come devo iniziare il nuovo progetto?
A: Puoi fornirci un campione di stampaggio, ti aiuteremo a completare il disegno del disegno 3D.
Q5. Prima della spedizione, come assicurarsi della qualità dei prodotti?
R: Se non vieni nella nostra fabbrica e non hai una terza parte per l'ispezione, saremo i tuoi addetti all'ispezione.
Ti forniremo un video per i dettagli del processo di produzione che include il rapporto sul processo, la struttura delle dimensioni del prodotto e i dettagli della superficie, i dettagli dell'imballaggio e così via.
Q6. Quali sono i tuoi termini di pagamento?
A: Pagamento dello stampo: deposito del 40% tramite T/T in anticipo, pagamento del secondo stampo del 30% prima di inviare i primi campioni di prova, saldo dello stampo del 30% dopo aver concordato i campioni finali.
B: Pagamento della produzione: deposito anticipato del 50%, 50% prima dell'invio della merce finale.
Q7: Come potete rendere la nostra attività un buon rapporto a lungo termine?
R:1. Manteniamo una buona qualità e un prezzo competitivo per garantire ai nostri clienti il vantaggio di prodotti della migliore qualità.
2. Rispettiamo ogni cliente come nostro amico e facciamo sinceramente affari e facciamo amicizia con loro, non importa da dove provengano.
Tag caldi: Stampaggio di parti di stampi ad iniezione di plastica, Cina, Produttore, Fornitore, Fabbrica, Personalizzato, Commercio all'ingrosso, Compro, Qualità, Ultimi venduti, Made in China
Categoria correlata
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








