

Casa
>
Prodotto > Servizio di personalizzazione principale > Modanatura personalizzata > Stampaggio plastica ad iniezione abs pc pa6
Prodotto
- Servizio di personalizzazione principale
- Assistenza sanitaria
- Attrezzature sanitarie domestiche
- Prodotti per massaggi salutari per uso domestico
- Attrezzature mediche per la riabilitazione domestica
- Attrezzature per l'assistenza domiciliare
- Attrezzatura medica della casa dell'ospedale
- Attrezzatura medica commerciale dell'ospedale
- Nuovi dispositivi medici
- Forniture veterinarie
- Apparecchi e strumenti elettronici
- Stampi per forniture materne e infantili
- Sport ricreativi
- Arte dell'arredamento della casa
- Accessori per auto
- Trasporti e magazzinaggio
- Apparecchi di illuminazione
- Attrezzature per l'edilizia
- Prodotto da imballaggio
- Didattica e laboratori
- Abbigliamento Bagagli Accessori
- Prodotti per la cura e la pulizia
- Agricoltura e silvicoltura
- Attrezzatura meccanica
- Forniture per animali domestici
- Stoviglie







Stampaggio plastica ad iniezione abs pc pa6
Ningbo (P&M) Plastic Metal Products Co., Ltd. ha 17 anni di tecnologia di produzione di stampi e può personalizzare lo stampaggio a iniezione di plastica ABS PC PA6. Forniamo servizi di stampaggio professionali personalizzati per iniezione plastica ABS PC PA6 e siamo un produttore professionale di stampaggio per iniezione plastica ABS PC PA6. Abbiamo sufficiente esperienza nella selezione delle materie prime dei prodotti e dei materiali per gli stampi. Nel processo di personalizzazione dello stampaggio ad iniezione di plastica ABS PC PA6, la nostra fabbrica è in grado di fornire un servizio completo. Disponiamo di capacità di progettazione e produzione relative allo stampaggio a iniezione di plastica ABS PC PA6, quali: progettazione CAD, produzione di stampi, stampaggio a iniezione, produzione di prodotti in plastica, assemblaggio e altre tecnologie. Inoltre, la nostra azienda ha stabilito rapporti di collaborazione con fornitori di materie prime plastiche, produttori di stampe, ecc. per garantire la fornitura di materie prime e la qualità di stampa.
Invia richiesta
Descrizione del prodotto
Attraverso la nostra ricca esperienza e una catena di fornitura perfetta, la nostra azienda è in grado di fornire ai clienti prodotti di stampaggio ad iniezione plastica ABS PC PA6 personalizzati di alta qualità per soddisfare le loro esigenze specifiche. Allo stesso tempo, abbiamo 10 anni di esperienza professionale nel servizio di commercio estero, comprendiamo il processo del commercio estero e serviamo meglio i nostri clienti. Per i prodotti di stampaggio ad iniezione plastica ABS PC PA6, possiamo realizzare parti in plastica corrispondenti, che vengono eseguite principalmente tramite stampi a iniezione.




Lo stampaggio a iniezione è attualmente il metodo di stampaggio più utilizzato per la produzione in serie di involucri in plastica. Caratterizzato da elevate velocità di stampaggio, elevata precisione dimensionale, capacità di formare strutture complesse in un'unica operazione e idoneità alla produzione automatizzata su larga scala, è ampiamente applicato nella produzione di involucri per settori quali elettronica ed elettrodomestici, dispositivi domestici intelligenti, interni automobilistici, giocattoli e articoli da regalo. L'intero processo ruota attorno a tre elementi fondamentali - materie prime, stampi e macchine per lo stampaggio a iniezione - e può essere ampiamente classificato in tre fasi, che vanno dal pretrattamento delle materie prime allo stoccaggio dei prodotti finiti: preparazione pre-produzione, processo principale di stampaggio a iniezione, post-elaborazione e ispezione di qualità. Queste fasi sono perfettamente interconnesse e determinano collettivamente l'aspetto, la resistenza strutturale e le prestazioni di assemblaggio degli involucri in plastica.
La preparazione pre-produzione funge da base per garantire la qualità dello stampaggio; comprende principalmente la movimentazione delle materie prime, la preparazione degli stampi e l'impostazione della macchina per lo stampaggio a iniezione. Le materie prime comuni per gli involucri in plastica includono ABS, PC, leghe PC/ABS, PP e PS. Poiché la maggior parte dei tecnopolimeri sono igroscopici, un contenuto eccessivo di umidità nelle materie prime durante lo stampaggio a iniezione può portare alla formazione di bolle, strisce argentate e segni di flusso all'interno della plastica fusa, compromettendo così gravemente sia l'aspetto estetico che l'integrità strutturale dell'involucro. Di conseguenza, le materie prime devono essere prima sottoposte ad essiccazione in un essiccatore deumidificatore, con impostazioni di temperatura e durata adeguate alla tipologia specifica del materiale. In genere, l'ABS viene essiccato a 80°C–85°C per 2-4 ore, mentre il PC richiede l'essiccazione a 100°C–120°C per 4-6 ore. Una volta completata l'essiccazione, le materie prime vengono miscelate con masterbatch colorati in proporzioni precise per garantire una colorazione uniforme e coerente dell'involucro, prevenendo così problemi quali deviazioni del colore o distribuzione irregolare del colore.
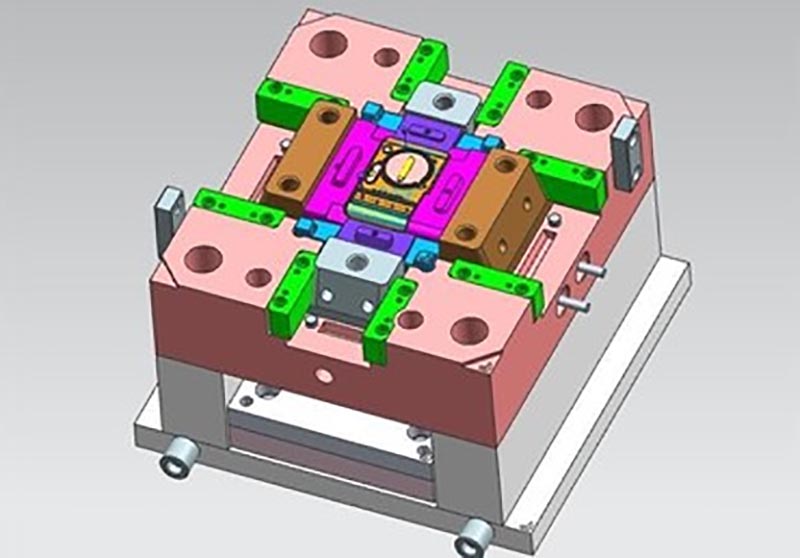
Lo stampo è l'utensile fondamentale che determina la forma e la precisione dimensionale dell'involucro. Prima della produzione, lo stampo deve essere sollevato sulla macchina per lo stampaggio a iniezione e fissato saldamente sia alla piastra fissa che a quella mobile. Vengono quindi collegati le linee dell'acqua di raffreddamento e i meccanismi di espulsione, seguiti da un'ispezione approfondita delle cavità dello stampo, dei cursori e degli inserti per verificarne l'integrità e garantire che siano privi di danni o detriti. Successivamente, viene eseguita una prova di bloccaggio dello stampo per regolare la corsa di apertura/chiusura dello stampo e la forza di bloccaggio; ciò impedisce il disallineamento dello stampo o una pressione di bloccaggio insufficiente, che potrebbe altrimenti provocare traboccamenti di materiale e formazione di bave. Allo stesso tempo, la temperatura dello stampo viene preimpostata in base al design strutturale dell'involucro e allo spessore delle pareti: gli involucri di precisione a pareti sottili richiedono in genere una temperatura dello stampo leggermente più elevata per facilitare il flusso regolare del materiale fuso, mentre gli involucri a pareti spesse richiedono misure di raffreddamento migliorate per ottimizzare l'efficienza della produzione. Le impostazioni dei parametri di una macchina per lo stampaggio a iniezione influiscono direttamente sulla qualità del prodotto stampato. Gli operatori devono configurare parametri, come la temperatura delle varie zone del cilindro, la pressione di iniezione, la velocità di iniezione, la pressione e la durata di mantenimento e la velocità di rotazione della vite, in base alle caratteristiche specifiche della materia prima e al design strutturale dell'alloggiamento. La temperatura della canna deve rispettare il principio dell'aumento graduale dalla sezione posteriore a quella anteriore; questo garantisce che i granuli plastici siano completamente fusi e plastificati senza subire decomposizione termica. Una volta configurati i parametri, è necessario eseguire un funzionamento a secco (funzionamento a vuoto) della macchina per verificare che i movimenti di iniezione, plastificazione (accumulo di materiale) e apertura/chiusura dello stampo funzionino correttamente, evitando così che malfunzionamenti delle apparecchiature interrompano la produzione continua.
Il processo di stampaggio a iniezione del nucleo costituisce la fase critica nella formazione degli alloggiamenti in plastica, seguendo un flusso di lavoro standard che comprende chiusura, iniezione e riempimento dello stampo, mantenimento della pressione e compensazione, raffreddamento e solidificazione, nonché apertura ed espulsione dello stampo. Innanzitutto, il sistema idraulico della macchina per lo stampaggio a iniezione guida la metà mobile dello stampo verso la metà fissa per completare la sequenza di chiusura e bloccaggio dello stampo, creando così una cavità sigillata all'interno dello stampo. La forza di serraggio applicata deve superare la forza di espansione esercitata dalla plastica fusa contro le pareti della cavità durante l'iniezione per evitare difetti come bave o bave. Una volta che lo stampo è chiuso saldamente, la vite della macchina ruota e avanza, iniettando la plastica fusa completamente fusa e plastificata, ad alta pressione e alta velocità, attraverso l'ugello, il canale principale, i canali secondari e il punto di iniezione nella cavità dello stampo. La velocità di iniezione deve essere regolata in base alla complessità strutturale dell'alloggiamento: per sezioni complesse e con pareti sottili, la velocità dovrebbe essere aumentata per evitare un raffreddamento prematuro della massa fusa, che potrebbe comportare colpi brevi o un riempimento incompleto, mentre per sezioni piane e planari, la velocità dovrebbe essere ridotta per evitare difetti come segni di getto o bolle d'aria intrappolate.
Subito dopo che la massa fusa ha riempito completamente la cavità, il processo entra nella fase di mantenimento della pressione. La vite mantiene una pressione costante per iniettare un piccolo volume aggiuntivo di materiale fuso nella cavità, compensando così il restringimento che si verifica quando la plastica si raffredda e si solidifica e prevenendo difetti come segni di avvallamento, depressioni e deviazioni dimensionali. Un tempo di tenuta troppo breve può portare ad instabilità dimensionali e difetti superficiali dell'alloggiamento; al contrario, un tempo di tenuta eccessivamente lungo può indurre tensioni interne al materiale, portando potenzialmente a successive fessurazioni o deformazioni. Al termine della fase di trattenimento, la vite si ritrae per prepararsi al successivo ciclo di plastificazione e accumulo di materiale, mentre la plastica fusa all'interno dello stampo si raffredda e solidifica rapidamente, agevolata dai canali interni dell'acqua di raffreddamento. Il tempo di raffreddamento è un fattore critico che influenza l'efficienza produttiva: un raffreddamento insufficiente fa sì che l'alloggiamento rimanga morbido e incline alla deformazione, mentre un raffreddamento eccessivo prolunga il tempo di ciclo e riduce la produttività. Tipicamente, il tempo di raffreddamento viene determinato in base allo spessore della parete dell'alloggiamento, generalmente compreso tra 10 e 30 secondi. Una volta che l'alloggiamento in plastica si è completamente indurito e fissato, la macchina per lo stampaggio a iniezione ritrae lo stampo in movimento per aprire il gruppo; l'alloggiamento e il materiale solidificato all'interno delle guide rimangono attaccati al lato mobile dello stampo. Successivamente si attiva il meccanismo di espulsione; I perni, le piastre o gli spingitori dell'espulsore espellono dolcemente l'alloggiamento e le guide dalla cavità dello stampo, evitando attentamente una forza eccessiva che potrebbe causare "segni di espulsione" (sbiancamento) o screpolature. Le linee di produzione automatizzate possono essere integrate con bracci robotici per afferrare direttamente le parti finite e le guide, consentendo così una produzione continua e senza personale.
Dopo lo stampaggio, l'alloggiamento viene sottoposto a post-elaborazione e controllo di qualità per qualificarsi come prodotto finito. Innanzitutto, le guide del cancello vengono tagliate manualmente o automaticamente e eventuali bave o sbavature vengono rimosse per evitare che i bordi taglienti interferiscano con il montaggio o l'utilizzo. Gli alloggiamenti con severi requisiti estetici possono essere sottoposti a lavorazioni secondarie, come levigatura, lucidatura, verniciatura, serigrafia o stampa a caldo, per migliorarne la struttura visiva e la funzionalità.
L'ispezione di qualità è classificata in ispezione visiva, misurazione dimensionale e test delle prestazioni. L'ispezione visiva verifica principalmente la presenza di difetti come scatti brevi (riempimento incompleto), bolle d'aria, striature argentate, variazioni di colore, deformazioni o graffi. La misurazione dimensionale utilizza strumenti come calibri, spessimetri e macchine di misura a coordinate (CMM) per verificare le dimensioni critiche, inclusi lo spessore delle pareti, il posizionamento dei fori e le distanze di assemblaggio, garantendo la stretta aderenza ai disegni tecnici. I test sulle prestazioni, personalizzati in base all'applicazione prevista del prodotto, comprendono test di resistenza alla caduta, resistenza alla compressione, resistenza al calore e ritardo di fiamma per garantire che l'alloggiamento soddisfi gli standard di integrità strutturale e di sicurezza richiesti. I prodotti che superano l'ispezione vengono selezionati e imballati per lo stoccaggio e la spedizione, mentre i prodotti non conformi vengono selezionati per tipo di difetto; gli articoli riparabili vengono rilavorati, mentre gli articoli irreparabili vengono riciclati come materiale di scarto.
In sintesi, lo stampaggio a iniezione di alloggiamenti in plastica è un processo sistemico che richiede un controllo rigoroso in ogni fase: dalle materie prime, agli stampi e alle attrezzature, al controllo dei parametri di processo, alla post-lavorazione e all'ispezione. Un flusso di lavoro standardizzato non solo garantisce una qualità costante dell'alloggiamento, ma aumenta anche l'efficienza produttiva e riduce al minimo i tassi di difettosità, soddisfacendo così la moderna domanda industriale di una produzione di alloggi in plastica ad alta precisione, alta efficienza ed economicamente vantaggiosa.
Siamo un produttore di stampi per iniezione plastica ABS PC PA6, che fornisce produzione di stampaggio per iniezione plastica ABS PC PA6 di alta qualità. Se desideri personalizzare/sviluppare prodotti per stampaggio ad iniezione plastica ABS PC PA6, puoi trovarci. Disponiamo di una progettazione professionale di stampi a iniezione e di una tecnologia di produzione matura, che vi fornisce un servizio completo, dalla progettazione del prodotto, alla realizzazione di stampi, alla produzione del prodotto, all'imballaggio del prodotto, al trasporto del prodotto, possiamo aiutarvi in ogni collegamento. Finché verrai da noi, ti forniremo il massimo servizio e ti soddisferemo in termini di qualità del prodotto, tempi di produzione, dialogo informativo, ecc.
|
Nome del prodotto |
Stampaggio del tapis roulant |
|
Si prega di fornire |
2D, 3D, campioni o dimensioni di le immagini multi-angolo |
|
Tempo di muffa |
20-35 giorni |
|
Tempo del prodotto |
7-15 giorni |
|
Precisione dello stampo |
+/-0,01 mm |
|
Vita della muffa |
50-100 milioni di colpi |
|
Processo di produzione |
Disegni di audit: analisi del flusso dello stampo - validazione del progetto - Materiali personalizzati - lavorazione stampi - lavorazione anime - lavorazione elettrodi - Sistema Runner lavorazione - lavorazione e approvvigionamento di pezzi - accettazione della lavorazione - cavità processo di trattamento superficiale - modalità complessa Die - L'intero rivestimento superficiale dello stampo - piastra di montaggio - campione dello stampo - prova campione - invio campioni |
|
Cavità dello stampo |
Una cavità, multi-cavità o uguale prodotti diversi possono essere realizzati insieme |
|
Materiale dello stampo |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Sistema di corridori |
Canale caldo e canale freddo |
|
Materiale di base |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Fine |
Snocciolando la parola, finitura a specchio, superficie opaca, strie |
|
Standard |
HASCO, DME o dipendenti da |
|
Tecnologia principale |
Fresatura, rettifica, CNC, elettroerosione, filo taglio, intaglio, elettroerosione, torni, finitura superficiale, ecc. |
|
Software |
CAD,PRO-E,UG Tempo di progettazione: 1-3 giorni (circostanze normali) |
|
Materiale del prodotto |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Sistema di qualità |
ISO9001:2008 |
|
Stabilisci il tempo |
20 giorni |
|
Attrezzatura |
CNC, elettroerosione, taglio Macchina, macchinari per la plastica, ecc. Stampo per valigie in plastica Zhe Jiang |


Realizzazione di stampi per iniezione plastica

Specifiche dello stampaggio della plastica

Progettazione dello stampo:



Processo di transazione:

Test della muffa:


Confezione del prodotto

Fabbrica
Siamo una fabbrica di stampi in plastica personalizzata. La nostra fabbrica è produttrice di stampi per iniezione plastica. abbiamo 17 anni di esperienza nello stampo in plastica personalizzato professionale e 10 anni di esperienza nel commercio estero. Siamo fornitori di stampi in plastica personalizzati. Siamo in grado di fornire un servizio personalizzato di stampi in plastica. La nostra fabbrica può realizzare parti in plastica stampate ad iniezione e la qualità dei prodotti ti soddisferà.
Abbiamo più di 50 macchine di fascia alta e centinaia di ingegneri e progettisti. Siamo in grado di fornire un servizio completo, dalla progettazione del prodotto - realizzazione di stampi - produzione del prodotto - imballaggio del prodotto - trasporto. Abbiamo una filiera produttiva completa. Possiamo soddisfare tutte le vostre esigenze.
Servizi che forniamo:
Servizio professionale di stampi personalizzati, progettazione e produzione di stampi in plastica. Produzione di prodotti in plastica, progettazione del prodotto, progettazione di stampi, personalizzazione di stampi per soffiaggio, personalizzazione di stampi rotazionali, personalizzazione di stampi per pressofusione. Servizi di stampa 3D, servizi di produzione CNC, imballaggio del prodotto, imballaggio personalizzato, servizi di spedizione.










Aderiamo sempre ai principi della qualità innanzitutto e del tempo. Fornendo ai clienti prodotti della massima qualità, cercare di massimizzare l'efficienza produttiva e ridurre i tempi di produzione. Siamo orgogliosi di dire a ogni cliente che la nostra azienda non ha perso alcun cliente sin dalla sua fondazione. Se c'è un problema con il prodotto, cercheremo attivamente una soluzione e ci assumeremo la responsabilità fino alla fine.

Domande frequenti
Q1: sei una società commerciale o un produttore?
A: Siamo produttori.
Q2. Quando posso ottenere il preventivo?
A: Di solito citiamo entro 2 giorni dalla ricezione della tua richiesta.
Se hai molta urgenza, chiamaci o comunicacelo nella tua email in modo che possiamo prima fare un preventivo per te.
Q3. Quanto è lungo il tempo di consegna per lo stampo?
R: Tutto dipende dalle dimensioni e dalla complessità dei prodotti. Normalmente, il tempo di consegna è di 25 giorni.
Q4. Non ho un disegno 3D, come devo iniziare il nuovo progetto?
A: Puoi fornirci un campione di stampaggio, ti aiuteremo a completare il disegno del disegno 3D.
Q5. Prima della spedizione, come assicurarsi della qualità dei prodotti?
R: Se non vieni nella nostra fabbrica e non hai una terza parte per l'ispezione, saremo i tuoi addetti all'ispezione.
Ti forniremo un video per i dettagli del processo di produzione che include il rapporto sul processo, la struttura delle dimensioni del prodotto e i dettagli della superficie, i dettagli dell'imballaggio e così via.
Q6. Quali sono i tuoi termini di pagamento?
A: Pagamento dello stampo: deposito del 40% tramite T/T in anticipo, pagamento del secondo stampo del 30% prima di inviare i primi campioni di prova, saldo dello stampo del 30% dopo aver concordato i campioni finali.
B: Pagamento della produzione: deposito anticipato del 50%, 50% prima dell'invio della merce finale.
Q7: Come potete rendere la nostra attività un buon rapporto a lungo termine?
R:1. Manteniamo una buona qualità e un prezzo competitivo per garantire ai nostri clienti il vantaggio di prodotti della migliore qualità.
2. Rispettiamo ogni cliente come nostro amico e facciamo sinceramente affari e facciamo amicizia con loro, non importa da dove provengano.
Tag caldi: Stampaggio ad iniezione plastica abs pc pa6, Cina, Produttore, Fornitore, Fabbrica, Personalizzato, Commercio all'ingrosso, Compro, Qualità, Ultimi venduti, Made in China
Categoria correlata
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








