

Il processo di stampaggio a iniezione: cicli e attrezzature per giocattoli, bidoni e contenitori medici
Stampaggio a iniezioneè un processo che comporta l'iniezione ad alta pressione di polimero in uno stampo per la modellatura. I vari passaggi di questo processo sono brevi, in genere durano da 2 secondi a 2 minuti. Il ciclo di stampaggio a iniezione è costituito da quattro fasi chiave: serraggio, iniezione, raffreddamento ed espulsione.
Serraggio:
Per avviare il processo di iniezione, entrambe le metà dello stampo devono essere chiuse in modo sicuro usando un'unità di serraggio collegata alla macchina per lo stampaggio a iniezione. Il materiale viene iniettato mentre l'unità di serraggio preme le metà insieme, garantendo una tenuta stretta durante l'iniezione. Le macchine più grandi, con maggiore potenza di serraggio, possono richiedere più tempo per chiudere e fissare lo stampo.
Iniezione:
I pellet di plastica vengono immessi nella macchina per lo stampaggio iniezione tramite una tramoggia e vengono spinti verso lo stampo dall'unità di iniezione. I pellet sono fusi dal calore e dalla pressione all'interno della canna. La quantità di materiale iniettata, nota come "scatto", è determinata dal riempimento dello stampo al 95%-99%. Il calcolo del tempo esatto di iniezione è impegnativo a causa della natura dinamica del flusso di plastica. Il tempo di iniezione è stimato in base a fattori come la pressione di iniezione, la potenza e il volume dei tiri. La pressione di iniezione varia in genere da 35-140 MPa ed è controllata dal sistema idraulico della macchina.
Raffreddamento:
Durante la fase di raffreddamento, la plastica all'interno dello stampo inizia a solidificarsi al contatto con l'interno dello stampo. Mentre la plastica si raffredda e si indurisce, adotta la forma desiderata, potenzialmente riducendo leggermente durante il processo. Lo stampo non può essere aperto fino alla conclusione del periodo di raffreddamento. La stima del tempo di raffreddamento dipende dallo spessore della parete della parte e dalle proprietà termodinamiche della plastica.
Espulsione:
La fase finale prevede l'espulsione della parte dalla macchina usando un sistema di eiezione. Quando si apre lo stampo, la parte viene espulsa, che richiede forza a causa del potenziale restringimento e adesione allo stampo. Dopo l'espulsione, lo stampo può essere di nuovo chiuso per un altro colpo per ricominciare il ciclo.
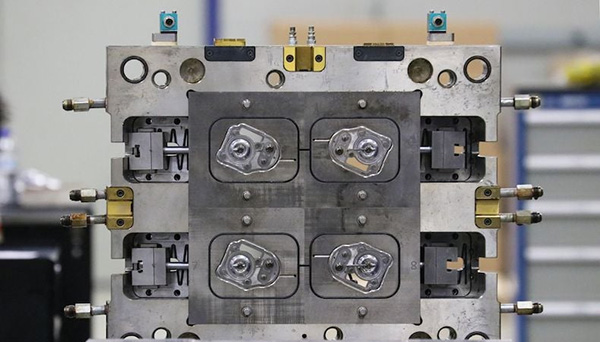
Il design dello stampo svolge un ruolo fondamentale nel determinare la qualità del prodotto finale. La robustezza, la durata, la forma e le dimensioni dello stampo sono fattori cruciali influenzati dal tipo di muffa utilizzato. Il flusso di polimero adeguato all'interno dello stampo, nonché un efficiente trasferimento di calore per il raffreddamento, sono considerazioni di progettazione essenziali.
Questo intricato processo richiede una supervisione qualificata per garantirne il successo. Nella materie plastiche automatiche, diamo la priorità sia alla produttività che alla sicurezza. Ci impegniamo a fornire parti in plastica di alta qualità in diversi settori attraversostampaggio a iniezione. Per le tue esigenze di stampaggio iniezione, contatta APL per una discussione dettagliata sulle tue esigenze e per ricevere un preventivo competitivo.
Precedente:Introduzione a stampi da ghisa


