

Casa
>
Prodotto > Servizio di personalizzazione principale > Modanatura personalizzata > Fornitore di stampi ad iniezione
Prodotto
- Servizio di personalizzazione principale
- Assistenza sanitaria
- Attrezzature sanitarie domestiche
- Prodotti per massaggi salutari per uso domestico
- Attrezzature mediche per la riabilitazione domestica
- Attrezzature per l'assistenza domiciliare
- Attrezzatura medica della casa dell'ospedale
- Attrezzatura medica commerciale dell'ospedale
- Nuovi dispositivi medici
- Forniture veterinarie
- Apparecchi e strumenti elettronici
- Stampi per forniture materne e infantili
- Sport ricreativi
- Arte dell'arredamento della casa
- Accessori per auto
- Trasporti e magazzinaggio
- Apparecchi di illuminazione
- Attrezzature per l'edilizia
- Prodotto da imballaggio
- Didattica e laboratori
- Abbigliamento Bagagli Accessori
- Prodotti per la cura e la pulizia
- Agricoltura e silvicoltura
- Attrezzatura meccanica
- Forniture per animali domestici
- Stoviglie







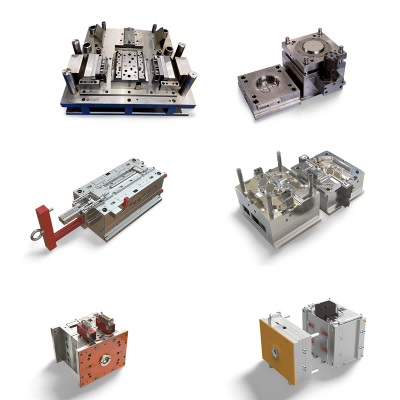


Fornitore di stampi ad iniezione
Per lo stampaggio di stampi a iniezione, Ningbo (P&M) Plastic Metal Products Co., Ltd. ha 18 anni di tecnologia di produzione di stampi e 10 anni di esperienza nell'esportazione. Forniamo servizi professionali di stampi personalizzati one-stop e siamo un produttore professionale di stampi in plastica. Possiamo utilizzare lo stampaggio ad iniezione, il soffiaggio, la pressofusione e lo stampaggio rotazionale.
Invia richiesta
Descrizione del prodotto
Realizzazione di stampi a iniezione Lo stampaggio, in sostanza, si riferisce al processo di fabbricazione degli stampi a iniezione. Si tratta di prendere materie prime come l'acciaio per stampi e trasformarle in strumenti specializzati con strutture specifiche, come cavità, sistemi di colata e sistemi di raffreddamento, attraverso una serie di tecniche di lavorazione di precisione, tutte basate sui requisiti di progettazione dei prodotti in plastica target. Gli stampi prodotti attraverso questo processo vengono quindi utilizzati nel flusso di lavoro dello stampaggio a iniezione di materie plastiche. Durante questa fase la plastica fusa viene iniettata nella cavità dello stampo; dopo che la plastica si è raffreddata e solidificata, si ottengono i prodotti finali in plastica che soddisfano gli standard di progettazione preimpostati. Come ponte fondamentale tra la progettazione di prodotti in plastica e la produzione di massa su larga scala, lo stampaggio per stampi a iniezione gioca un ruolo decisivo: la precisione e la qualità complessiva degli stampi influenzano direttamente le prestazioni, l'aspetto e l'efficienza produttiva dei prodotti in plastica risultanti.

P&M Fornitore di stampi a iniezione Introduzione
Processo principale dello stampaggio per la realizzazione di stampi a iniezione
1. Progettazione dello stampo
La progettazione dello stampo è il pre-collegamento principale dello stampaggio per stampi a iniezione, che richiede una pianificazione dettagliata basata sul modello 3D dei prodotti in plastica (creato da software come SolidWorks e UG). Il contenuto del progetto include: progettazione della cavità e del nucleo (garantendo la completa corrispondenza con la forma e la struttura interna dei prodotti in plastica e riservando un tasso di ritiro plastico ragionevole, come un ritiro dell'1,5%-2% per i materiali in PP); progettazione del sistema di colata (determinazione della posizione e delle dimensioni del canale di colata, del canale e del punto di iniezione per garantire il riempimento uniforme della cavità con plastica fusa); progettazione del sistema di raffreddamento (disposizione dei canali dell'acqua di raffreddamento in base allo spessore e alla forma del prodotto per controllare l'uniformità della velocità di raffreddamento ed evitare la deformazione del prodotto); progettazione del sistema di espulsione (selezione dei componenti di espulsione come perni di espulsione e manicotti di espulsione per garantire una sformatura regolare del prodotto); progettazione del sistema di guida e posizionamento (impostazione dei pilastri di guida e delle boccole di guida per garantire un posizionamento accurato quando lo stampo viene aperto e chiuso). Una volta completata la progettazione, viene utilizzato un software di analisi del flusso dello stampo (come Moldflow) per simulare il processo di stampaggio a iniezione, ottimizzare lo schema di progettazione e ridurre i costi delle successive regolazioni delle prove dello stampo.
2. Preparazione e pretrattamento delle materie prime
La materia prima comunemente utilizzata per gli stampi a iniezione è l'acciaio per stampi, che deve essere selezionato in base allo scopo dello stampo e alle caratteristiche del prodotto plastico: ad esempio, l'acciaio per stampi per lavorazione a caldo H13 con forte resistenza all'usura è selezionato per stampi che producono prodotti di grandi serie e di alta precisione; L'acciaio per stampi pretemprato P20 di facile lavorazione è selezionato per stampi che producono prodotti di piccole e medie dimensioni con media precisione. Nella fase di preparazione della materia prima, l'acciaio dello stampo deve essere tagliato e l'intero blocco di acciaio viene tagliato in pezzi grezzi vicini alle dimensioni delle parti dello stampo da una segatrice o da un'attrezzatura per il taglio laser per ridurre la successiva tolleranza di lavorazione. I collegamenti di pretrattamento includono il trattamento di ricottura (riscaldamento dell'acciaio per stampi a una temperatura specifica, mantenimento caldo e quindi raffreddamento lento per ridurre la durezza del materiale ed eliminare lo stress interno per la successiva lavorazione di taglio) e rimozione della ruggine superficiale (utilizzando sabbiatura o decapaggio per rimuovere le incrostazioni di ossido e ruggine sulla superficie dell'acciaio per garantire la precisione della lavorazione).
3. Lavorazione meccanica di precisione
(1)Fresatura CNC
Le fresatrici CNC verticali o orizzontali vengono utilizzate per la sgrossatura e la semifinitura di pezzi grezzi di stampi per rimuovere la maggior parte del materiale in eccesso e formare inizialmente la forma e la struttura delle parti dello stampo (come il piano, il gradino e la scanalatura della sagoma). Durante la lavorazione, è necessario selezionare strumenti appropriati in base alla durezza dell'acciaio per stampi (come utensili in acciaio rapido per la lavorazione di acciaio per stampi tenero e utensili in carburo cementato per la lavorazione di acciaio per stampi pre-temprato) e parametri di taglio ragionevoli (velocità di taglio, velocità di avanzamento, profondità di taglio) dovrebbero essere impostati per garantire l'efficienza della lavorazione e la ruvidità superficiale (di solito la rugosità superficiale Ra ≤ 6,3 μm dopo la semifinitura).
(2)Lavorazione per elettroerosione
Per forme complesse o strutture con cavità profonde come cavità e nuclei di stampi, viene utilizzata la lavorazione a scarica elettrica (EDM) per la formatura di precisione. Questo processo utilizza la scarica a impulsi tra l'elettrodo e il pezzo per generare alte temperature, erodere il materiale del pezzo e realizzare la lavorazione di forme complesse. Prima della lavorazione è necessario realizzare un elettrodo complementare alla forma della cavità (solitamente materiale di rame o grafite) e la traiettoria di movimento dell'elettrodo è controllata dal sistema di controllo numerico. La precisione dell'EDM può raggiungere ± 0,005 mm e la rugosità superficiale Ra ≤ 1,6 μm, che possono elaborare efficacemente strutture complesse difficili da raggiungere con la fresatura tradizionale, come spazi stretti e angoli acuti.
(3)Lavorazione per elettroerosione a filo
L'elettroerosione a filo (elettroerosione a filo) viene utilizzata principalmente per la lavorazione di parti come fori, punzoni e matrici di stampi di forma speciale, in particolare per la lavorazione di parti sottili di stampi o contorni di alta precisione. Questo processo utilizza elettrodi a filo come il filo di molibdeno come elettrodi per utensili ed erode i materiali attraverso la scarica tra l'elettrodo a filo e il pezzo in lavorazione e realizza il taglio di contorni complessi con il sistema di controllo numerico. La precisione dell'elettroerosione a filo può raggiungere ± 0,002 mm e la rugosità superficiale Ra ≤ 0,8 μm. Non c'è stress meccanico durante la lavorazione, che può evitare la deformazione del pezzo. Viene spesso utilizzato per la lavorazione di parti chiave come i taglienti dello stampo e i fori guida di precisione.
(4)Lucidatura e lappatura
Per migliorare la finitura superficiale della cavità dello stampo (che influisce direttamente sulla qualità della superficie dei prodotti in plastica), le parti dello stampo lavorate devono essere lucidate e lappate. La lucidatura grossolana utilizza strumenti come mole e pietre oleose per rimuovere i segni di lavorazione; la lucidatura media utilizza carta vetrata (come 400#-1000#) per rifinire ulteriormente la superficie; la lucidatura fine utilizza pasta abrasiva diamantata (come la dimensione delle particelle W1-W5) e viene lavorata con apparecchiature di lucidatura manuali o meccaniche (come la lucidatrice a ultrasuoni) per far sì che la ruvidità superficiale della cavità raggiunga Ra ≤ 0,025μm, soddisfacendo i requisiti di superficie di prodotti in plastica trasparenti o lucidi. Per gli stampi con requisiti di struttura (come la struttura della pelle e la struttura della trafilatura), le strutture superficiali devono essere realizzate tramite processi di incisione chimica o incisione laser.
4. Assemblaggio dello stampo
L'assemblaggio dello stampo è il processo di combinazione e installazione delle parti dello stampo lavorate (come piastra base dello stampo fissa, piastra base dello stampo mobile, cavità, nucleo, colonna di guida, boccola di guida, componente di espulsione, ecc.) secondo i disegni di progetto. Le fasi di assemblaggio includono: innanzitutto, il fissaggio della cavità e dell'anima sull'anima fissa dello stampo e sull'anima mobile dello stampo per garantire un posizionamento accurato (posizionamento tramite perni, con uno spazio di adattamento ≤ 0,005 mm); quindi installare il sistema di guida, premendo i pilastri di guida nella piastra base dello stampo mobile e le boccole di guida nella piastra base dello stampo fissa per garantire un montaggio regolare tra i pilastri di guida e le boccole di guida; quindi assemblare il sistema di espulsione, installando componenti come perni di espulsione e manicotti di espulsione sulla piastra di espulsione, regolando la corsa di espulsione per garantire un'azione di espulsione sincrona; infine, installando gli accessori del sistema di chiusura e di raffreddamento (come manicotti di chiusura e giunti per tubi dell'acqua) e controllando se il movimento di ciascun componente è flessibile senza inceppamenti. Una volta completato l'assemblaggio, sono necessari test di tenuta all'aria (verifica se il circuito dell'acqua di raffreddamento perde) e una revisione delle dimensioni prima della prova dello stampo per garantire che la precisione dell'assemblaggio dello stampo soddisfi i requisiti.
5.Prova e regolazione dello stampo
La prova dello stampo è un passaggio fondamentale per verificare le prestazioni dello stampo e ottimizzare il processo di stampaggio a iniezione. Lo stampo assemblato deve essere installato sulla macchina per lo stampaggio a iniezione e le prove di stampaggio a iniezione vengono eseguite in base ai parametri di iniezione preimpostati (temperatura, pressione, velocità, ecc.). Durante la prova dello stampo è necessario osservare: la situazione di riempimento della plastica fusa (se vi siano problemi come carenza di materiale, bave, bolle, ecc.); la precisione dimensionale del prodotto dopo il raffreddamento (rilevamento delle dimensioni chiave tramite macchina di misura a coordinate e confronto con il valore di progetto); la qualità estetica del prodotto (se sono presenti graffi, segni di ritiro, differenze di colore sulla superficie). In base ai risultati della prova dello stampo, regolare lo stampo: se c'è un problema di carenza di materiale, è possibile aumentare la dimensione del cancello o aumentare la pressione di iniezione; se il prodotto risulta deformato è necessario ottimizzare il layout del circuito dell'acqua di raffreddamento; se sulla superficie sono presenti segni di ritiro, è necessario prolungare il tempo di mantenimento della pressione. Di solito, sono necessarie 2-3 prove e regolazioni dello stampo fino alla produzione di prodotti in plastica qualificati, quindi lo stampo può essere messo in produzione formale.
Stampaggio per stampi ad iniezione P&M (specifiche)
|
Nome dello stampo |
Stampaggio per la realizzazione di stampi ad iniezione |
|
Lo promettiamo |
Tutto incentrato sul cliente, mai per profitti a breve termine e vendita di vantaggi a lungo termine |
|
Produciamo |
Stampo, prototipo, stampaggio a iniezione, assemblaggio del prodotto, stampa superficiale, spruzzatura dell'integrazione superficiale |
|
Si prega di fornire |
2D, 3D, campioni o la dimensione delle immagini multi-angolo |
|
Tempo di muffa |
Circa 25 giorni lavorativi |
|
Tempo del prodotto |
7-15 giorni |
|
Precisione della moda |
±0,1 mm |
|
Vita della muffa |
50-100 milioni di colpi |
|
Processo di produzione |
Disegni di audit - analisi del flusso dello stampo - convalida del progetto - Materiali personalizzati - lavorazione dello stampo - lavorazione del nucleo - lavorazione degli elettrodi - Elaborazione del sistema di guida - lavorazione e approvvigionamento delle parti - accettazione della lavorazione - processo di trattamento della superficie della cavità - modalità complessa Stampo - L'intero rivestimento della superficie dello stampo - Piastra di montaggio - campione di stampo - test del campione - invio di campioni |
|
Cavità dello stampo |
Una cavità, più cavità o gli stessi prodotti diversi possono essere realizzati insieme |
|
Materiale dello stampo |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Sistema di corridori |
Canale caldo e canale freddo |
|
Materiale di base |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Fine |
Bucatura della parola, finitura a specchio, superficie opaca, striature |
|
Standard |
HASCO, DME o dipendenti da |
|
Tecnologia snella |
Fresatura, rettifica, CNC, elettroerosione, taglio a filo, intaglio, elettroerosione, torni, finitura superficiale, ecc. |
|
Software |
CAD,PRO-E,UG Tempo di progettazione: 1-3 giorni (circostanze normali) |
|
Materiale del prodotto |
Materie prime plastiche per uso alimentare |
|
Origine |
Made in China |


Processo di personalizzazione








Fabbrica e chi siamo
NingBo Plastic Metal Product Co., Ltd (P&M) si trova a Yuyao, la cosiddetta Mold City, Plastic Kingdom, nella punta meridionale dell'Hangzhou Bay Bridge, a nord di Shanghai, a est del porto di Ningbo, sulla doppia linea stretta della State Road 329 sul traffico terrestre, marittimo e aereo in una rete per facilitare il trasporto.
Grazie all'abbondante forza tecnica, ai metodi di gestione scientifica e al buon servizio post-vendita, il prodotto è profondamente affidabile e accolto con favore dai clienti di tutto il mondo. P&M dispone di un sistema migliorato di sviluppo e produzione, per realizzare la progettazione di stampi, la fabbricazione di prodotti in plastica e la produzione automatica. I nostri prodotti principali sono la progettazione e produzione di stampi in plastica, prodotti in plastica, prodotti in metallo. Il 90% dei prodotti della nostra azienda viene esportato in America, Europa, Germania, Giappone, Australia, ecc. Da molti anni l'azienda è impegnata nella ricerca di materie prime. L'azienda ha il proprio marchio e decine di brevetti, fornendo un supporto tecnico più conveniente per la realizzazione di stampi e la produzione di prodotti. P&M ha avviato l'attività nazionale dal 2008, denominata Shundi Mould Factory. E ha aperto il mercato internazionale dal 2014. Aderiamo sempre ai principi della qualità innanzitutto e del tempo. Fornendo ai clienti prodotti della massima qualità, cercare di massimizzare l'efficienza produttiva e ridurre i tempi di produzione. Siamo orgogliosi di dire a ogni cliente che la nostra azienda non ha perso alcun cliente sin dalla sua fondazione. Se c'è un problema con il prodotto, cercheremo attivamente una soluzione e ci assumeremo la responsabilità fino alla fine.
P&M aderisce all'orientamento al mercato, alla qualità della vita e si concentra sulla qualità del servizio e sullo sviluppo continuo di nuovi prodotti, determinato a stabilire un'immagine aziendale migliore, e i nostri amici in patria e all'estero portano avanti un'ampia gamma di scambi commerciali e cooperazione, creando brillanti.






Imballaggio
Imballaggio secondo le vostre esigenze
1. Per via aerea, ci vogliono 3-7 giorni per la consegna.
La merce può essere spedita tramite DHL, Fedex, UPS.
2. Via mare, i tempi di consegna dipendono dal porto.
Per i paesi del sud-est asiatico occorrono circa 5-12 giorni.
Per i paesi del Medio Oriente ci vogliono circa 18-25 giorni.
Per i paesi europei ci vogliono circa 20-28 giorni.
Per i paesi americani ci vogliono circa 28-35 giorni.
In Australia ci vogliono circa 10-15 giorni.
Per i paesi africani ci vogliono circa 30-35 giorni.
I componenti P&M Bike, incentrati sui bambini, bilanciano sicurezza, salute e divertimento, con l'obiettivo di aggiungere un colore brillante alla bella infanzia dei bambini. Non vediamo l’ora di lavorare insieme a voi per servire i nostri figli.
Il percorso di crescita di un bambino è lastricato di mattoni e piastrelle.


Domande frequenti
1.Chi siamo?
La nostra sede è a Zhejiang, in Cina, a partire dal 2014, vendiamo in Nord America (30,00%), Sud Europa (10,00%), Nord Europa (10,00%), America Centrale (10,00%), Europa occidentale (10,00%), Medio Oriente (10,00%), Europa orientale (10,00%), Sud America (10,00%). Ci sono in totale circa 51-100 persone nel nostro ufficio.
2.Come possiamo garantire la qualità?
Sempre un campione di pre-produzione prima della produzione di massa;
Sempre ispezione finale prima della spedizione;
3.Cosa puoi acquistare da noi?
Stampo, prodotto in plastica, prodotto in metallo, prodotto dentale, lavorazione CNC.
4.Perché dovresti acquistare da noi e non da altri fornitori?
Ci occupiamo principalmente di tutti i tipi di progettazione 3D, stampa 3D e utensili e prodotti per stampi in plastica e metallo. Abbiamo il nostro ingegnere e la nostra fabbrica. Fornitura unica: progettazione 3D - stampa 3D - costruzione stampi - iniezione plastica.
5.Quali servizi possiamo fornire?
Termini di consegna accettati: FOB,CFR,CIF,EXW,FCA,DDP,DDU;
Valuta di pagamento accettata: USD, EUR;
Tipo di pagamento accettato: T/T,L/C,PayPal,Western Union,impegno;
Lingua parlata: inglese, cinese, spagnolo, francese, russo.
6.Quali sono le caratteristiche del vostro servizio?
1. La tua richiesta relativa ai nostri prodotti o ai nostri prezzi riceverà risposta entro 24 ore.
2. Personale ben preparato ed esperto per rispondere a tutte le vostre richieste in un inglese fluente.
3. Offrire il supporto per risolvere il problema durante la richiesta o il periodo di vendita.
4. Prezzi competitivi basati sulla stessa qualità.
5. Garantire la qualità dei campioni come la qualità della produzione di massa.
Tag caldi: Fornitore di stampi a iniezione, Cina, Produttore, Fornitore, Fabbrica, Personalizzato, Commercio all'ingrosso, Acquista, Qualità, Ultimi venduti, Made in China
Categoria correlata
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








