

Casa
>
Prodotto > Servizio di personalizzazione principale > Modanatura personalizzata > Eylassing Eylassing Iniection Stampaggio
Prodotto
- Servizio di personalizzazione principale
- Assistenza sanitaria
- Attrezzature sanitarie domestiche
- Prodotti per massaggi salutari per uso domestico
- Attrezzature mediche per la riabilitazione domestica
- Attrezzature per l'assistenza domiciliare
- Attrezzatura medica della casa dell'ospedale
- Attrezzatura medica commerciale dell'ospedale
- Nuovi dispositivi medici
- Forniture veterinarie
- Apparecchi e strumenti elettronici
- Stampi per forniture materne e infantili
- Sport ricreativi
- Arte dell'arredamento della casa
- Accessori per auto
- Trasporti e magazzinaggio
- Apparecchi di illuminazione
- Attrezzature per l'edilizia
- Prodotto da imballaggio
- Didattica e laboratori
- Abbigliamento Bagagli Accessori
- Prodotti per la cura e la pulizia
- Agricoltura e silvicoltura
- Attrezzatura meccanica
- Forniture per animali domestici
- Stoviglie






Eylassing Eylassing Iniection Stampaggio
Ningbo (P&M) Plastic Metal Products Co., Ltd. ha 17 anni di tecnologia di produzione di stampi e può personalizzare lo stampaggio ad iniezione di occhiali. Forniamo servizi di stampaggio di iniezione di occhiali personalizzati professionali e siamo un produttore di stampaggio di iniezione di occhiali professionisti. Abbiamo una esperienza sufficiente nella selezione di materie prime del prodotto e materiali di muffa. Nel processo di personalizzazione degli occhiali per lo stampaggio ad iniezione, la nostra fabbrica può fornire un servizio unico. Abbiamo capacità di progettazione e produzione relative allo stampaggio ad iniezione di occhiali, come: design CAD, produzione di stampi, modanatura a iniezione, produzione di prodotti in plastica, assemblaggio e altre tecnologie.
Invia richiesta
Descrizione del prodotto
Inoltre, la nostra azienda ha stabilito relazioni cooperative con fornitori di materie prime in plastica, produttori di stampa, ecc. Per garantire la fornitura di materie prime e qualità di stampa. Attraverso la nostra ricca esperienza e una catena di approvvigionamento perfetta, la nostra azienda può fornire ai clienti prodotti di stampaggio ad iniezione di occhiali personalizzati di alta qualità per soddisfare le loro esigenze specifiche. Allo stesso tempo, abbiamo 10 anni di esperienza professionale sul servizio di commercio estero, comprendiamo il processo di commercio estero e servire meglio i nostri clienti. Per gli occhiali per i prodotti di stampaggio ad iniezione, possiamo realizzare parti di plastica corrispondenti, che vengono eseguite principalmente attraverso stampi per iniezione.




Il processo di stampaggio a iniezione per occhiali per PC (policarbonato) richiede un equilibrio di elevata trasparenza, resistenza all'impatto, precisione dimensionale e qualità della superficie. I seguenti sono i punti chiave:
1. Preparazione del materiale
Caratteristiche del PC:
È richiesta la trasmittanza ad alta luce (PC di grado ottico, come Lexan ™), resistenza ai raggi UV e resistenza ad alta temperatura (temperatura di deflessione del calore 130-140 ° C).
Poiché è igroscopico, deve essere essiccato prima dello stampaggio a iniezione (120 ° C per 4 ore, punto di rugiada ≤ -40 ° C) per prevenire l'idrolisi che può causare bolle o strisce d'argento.
Additivi: stabilizzatori UV (per uso esterno), agenti antistatici o materiali di rivestimento duro (compatibile con i rivestimenti successivi).
2. Design dello stampo
Cavità di alta qualità: le aree dell'obiettivo e del telaio richiedono uno smalto a specchio (RA ≤ 0,05 μm) per evitare segni di flusso o fogging.
Cold Runner o Hot Runner:
Cold Runner: adatto a piccoli lotti, ma i segni di gate devono essere controllati (ad esempio, le porte di punta devono essere posizionate in aree non ottiche).
Hot Runner: riduce i rifiuti, ma impedisce la decomposizione termica (temperatura controllata con precisione entro ± 2 ° C).
Design di sfiato: le prese d'aria (profondità 0,01-0,02 mm) sono fornite sulla superficie di separazione e sui perni di espulsione per prevenire l'aria e la combustione intrappolate.
Sistema di controllo della temperatura: un controllore di temperatura dello stampo controlla la temperatura dello stampo (80-110 ° C) per ridurre la deformazione o la birifrangenza causata dalla sollecitazione interna.
3. Parametri di processo di stampaggio iniezione
Controllo della temperatura:
Temperatura del barile: controllato in stadi, sezione posteriore (240-260 ° C) → Sezione anteriore (280-310 ° C) per evitare il surriscaldamento e la degradazione (il PC si scioglie a circa 230 ° C).
Temperatura dell'ugello: leggermente inferiore alla sezione anteriore (circa 270-290 ° C) per evitare la sbavatura.
Fase di iniezione:
Il riempimento ad alta velocità e ad alta pressione (velocità di iniezione del 50-80%) garantisce la riproduzione di dettagli simili a specchi evitando i segni di spruzzo (usando un cancello di ingresso lento).
La pressione di mantenimento precisa (60-80% della pressione di iniezione) e il tempo (5-15 secondi) sono cruciali per prevenire segni di lavandini o stress interni causati dall'eccesso di trattenimento.
Tempo di raffreddamento: lungo (40-50% del tempo di ciclo) per garantire una solidificazione adeguata (il PC ha una velocità di raffreddamento lenta).
4. Difetti e contromisure comuni
Streave/bolle d'argento: controlla il materiale secchezza, abbassare la temperatura di fusione o aumentare la contropressione.
Cracking di sollecitazione interna: aumentare la temperatura dello stampo, estendere il tempo di raffreddamento o ricorre (100-120 ° C per 1-2 ore).
Segni di flusso superficiale: ottimizzare il profilo della velocità di iniezione o regolare l'uniformità della temperatura dello stampo.
5. post-elaborazione e ispezione
RIPRIZIONE DELLA STRESS RIPLIE: Trattamento termico di cornici o lenti ad alta precisione per ridurre la successiva deformazione.
Trattamento superficiale: rivestimento duro (come spruzzatura liquida indurita) e rivestimento antiriflesso (ambiente pulito richiesto).
Articoli di ispezione completa:
Proprietà ottiche (trasmittanza della luce, foschia).
Tolleranze dimensionali (angoli di apertura e chiusura del tempio, gap di assemblaggio delle lenti).
Test di resistenza all'impatto (ad es. Test a sfera di caduta, secondo EN166).
6. Considerazioni sul processo speciale
Stampaggio a iniezione a due colpi: se la cornice e i templi sono di diversi colori/materiali, è necessario un design dello stampo a due colpi.
Inserisci stampaggio: quando si inserisce cerniere o loghi metallici, preriscaldare l'inserto (80-100 ° C) per ridurre lo stress termico.
Il processo di stampaggio a iniezione per le lenti per PC (policarbonato) richiede una progettazione di stampo di precisione, un rigoroso controllo dei parametri di processo e una post-elaborazione per garantire che le proprietà ottiche (ad es. Trasparenza, indice di rifrazione) e proprietà meccaniche (ad esempio resistenza all'impatto, resistenza all'abrasione) soddisfino gli standard. Il flusso di processo dettagliato è il seguente:
1. Pretrattamento delle materie prime
Asciugatura
Il PC è altamente igroscopico e richiede asciugatura a 120 ° C per 4-6 ore (regolato a seconda della dimensione e dell'umidità delle particelle) a un contenuto di umidità di ≤0,02%.
Utilizzare un asciugatrice deumidificante per prevenire l'assorbimento di umidità secondaria (punto di rugiada raccomandato ≤ -40 ° C).
Corrispondenza del colore (opzionale)
Se è necessaria la tintura, è necessario utilizzare MasterBatch di grado ottico per evitare impurità che incidono sulla trasmittanza.
2. Fase di stampaggio a iniezione
(1) Melt Plamization
Controllo della temperatura
Riscaldamento del segmento a botte: sezione posteriore (240-260 ℃) → Sezione centrale (270-290 ℃) → Sezione anteriore (280-320 ℃) per evitare il surriscaldamento locale e il degrado del PC.
Velocità della vite ≤80 giri / min per ridurre la rottura della catena molecolare causata dal calore di taglio.
(2) stampaggio a iniezione
Iniezione a più stadi
Primo stadio: riempimento ad alta velocità (per prevenire il materiale freddo), velocità di iniezione 50-80% della velocità massima.
Seconda fase: ridurre la velocità al 20-30% per ridurre i segni di saldatura e lo stress interno.
Pressione: pressione di iniezione 80-120MPA, tenendo la pressione 40-60MPA (per mantenere il restringimento).
Controllo della temperatura della muffa
La temperatura dello stampo è 80-110 ℃, utilizzando il controllore di temperatura dell'olio o il controllore di temperatura dello stampo ad alta precisione, con differenza di temperatura entro ± 1 ℃.
(3) Tenere la pressione e il raffreddamento
Tempo di pressione: 10-30 secondi (regolati in base allo spessore della parete, di solito stimato come spessore di 1 mm ≈ 1 secondo).
Tempo di raffreddamento: oltre il 50% del ciclo totale (di solito 20-60 secondi), per garantire che l'obiettivo sia completamente curato.
(4) Demolding
Il sistema di espulsione deve essere stabile (come l'espulsione pneumatica o il service espulsore) per evitare lo sbiancamento o i graffi.
La pendenza di demoulding è ≥1 ° e un agente di rilascio viene spruzzato se necessario (non deve influire sul rivestimento successivo).
3. Processo di post-elaborazione
(1) Trattamento di ricottura
Condizioni: ricottura in un forno a 110-130 ℃ per 2-4 ore e lentamente fresco a temperatura ambiente.
Scopo: eliminare lo stress interno e ridurre la successiva deformazione o distorsione ottica.
(2) Trattamento superficiale
Rivestimento duro: il rivestimento a vuoto (come Sio₂, Tin) viene utilizzato per aumentare la durezza superficiale (fino a 4 ore o superiore).
Rivestimento antiriflesso: il rivestimento multistrato (MGF₂, ecc.) Riduce l'abbagliamento e aumenta la trasmittanza della luce a oltre il 99%.
(3) Pulizia e ispezione
La pulizia ad ultrasuoni viene utilizzata per rimuovere gli agenti e la polvere di rilascio e viene utilizzato un ambiente di laboratorio senza polvere.
Ispezione al 100%: trasmittanza (spettrofotometro), difetti di superficie (ispezione ottica automatica (AOI), precisione dimensionale (misurazione tridimensionale) Iniezione di occhiali che iniezione
Siamo un produttore di stampaggio ad iniezione di occhiali, fornendo manifatturiero di stampaggio ad iniezione di occhiali di alta qualità. Finché desideri personalizzare/sviluppare prodotti di stampaggio ad iniezione di occhiali, puoi trovarci. Abbiamo una progettazione di stampi a iniezione professionale e una tecnologia di produzione matura, fornendo un servizio unico, dal trasporto di prodotti per il prodotto di produzione di produzione di produzione di produzione di produzione di prodotti, possiamo aiutarti in ogni link. Finché verrai da noi, ti forniremo il servizio finale e ti soddisferemo in termini di qualità del prodotto, tempo di produzione, dialogo sulle informazioni, ecc.
|
Nome prodotto |
Modanatura del tapis roulant |
|
Pls fornisce |
2D, 3D, campioni o dimensioni di Le immagini a più angolo |
|
Tempo di muffa |
20-35 giorni |
|
Tempo del prodotto |
7-15 giorni |
|
Precisione della muffa |
+/- 0,01mm |
|
La vita da muffa |
50-100 milioni di colpi |
|
Processo di produzione |
Disegni di audit - Analisi del flusso di stampo - Convalida del design - Materiali personalizzati - Elaborazione dello stampo - Elaborazione del core - MACCHINING ELETTRODE - SISTEMA RUNNER Elaborazione - Elaborazione e approvvigionamento delle parti - Accettazione della lavorazione - Cavità processo di trattamento superficiale - modalità complessa matrice - l'intero rivestimento superficiale dello stampo - piastra di montaggio - campione di stampo - test del campione - invio campioni |
|
Cavità della muffa |
Una cavità, una multi-cavità o lo stesso Prodotti diversi sono realizzati insieme |
|
Materiale della muffa |
P20.2738.2344.718, S136.8407, NAK80, SKD61, H13 |
|
Sistema di corridore |
Hot Runner e Cold Runner |
|
Materiale di base |
P20.2738.2344.718, S136.8407, NAK80, SKD61, H13 |
|
Fine |
Imporre la parola, finitura specchio, superficie opaca, striae |
|
Standard |
HASCO, DME o dipendente da |
|
Tecnologia principale |
Macinazione, macinazione, CNC, EDM, filo taglio, intaglio, EDM, tornio, finitura superficiale, ecc. |
|
Software |
CAD, PRO-E, UG Tempo di progettazione: 1-3 giorni (circostanze normali) |
|
Materiale del prodotto |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Sistema di qualità |
ISO9001: 2008 |
|
Stabilire tempo |
20 giorni |
|
Attrezzatura |
CNC, EDM, tagliando Macchina, macchinari in plastica, ecc. Stampo per valigia in plastica Zhe Jiang |


Stampo per iniezione di plastica

Specifiche di stampaggio in plastica

Design dello stampo:



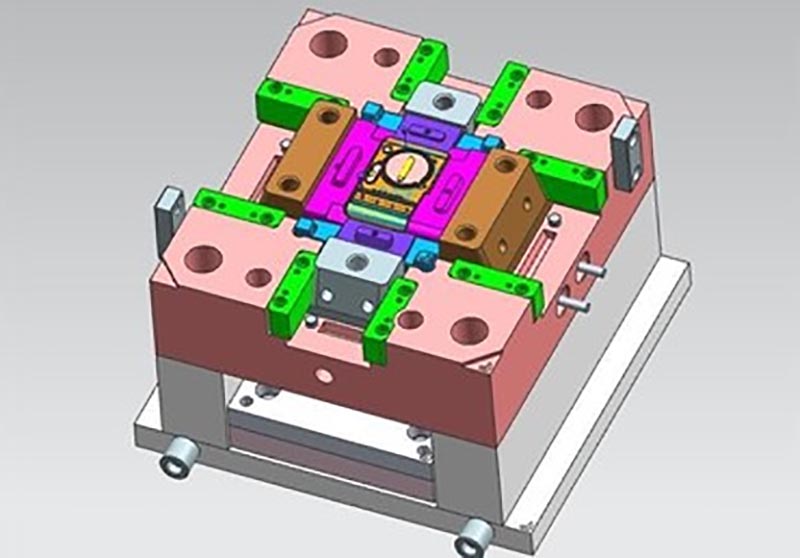
Processo di transazione:

Test della muffa:


Confezionamento del prodotto

Fabbrica
Siamo in fabbrica di muffe di plastica personalizzata. La nostra fabbrica è il produttore di stampi per iniezione di plastica. Abbiamo 17 anni di esperienza in stampi di plastica personalizzati professionali e 10 anni di esperienza nel commercio estero. Siamo un fornitore di stampo di plastica personalizzato. Possiamo fornire un servizio di stampo in plastica personalizzato. La nostra fabbrica può realizzare le parti di plastica modellate iniezione e la qualità dei prodotti ti soddisferà.
Abbiamo più di 50 macchine di fascia alta e centinaia di ingegneri e designer. Siamo in grado di fornire un servizio unico, dalla progettazione del prodotto - produzione di stampi - produzione di prodotti - imballaggi di prodotto - trasporto. Abbiamo una catena di produzione completa. Possiamo soddisfare tutte le tue esigenze.
Servizi che forniamo:
Servizio di stampo personalizzato professionale, progettazione e produzione di stampi in plastica. Produzione di prodotti plastici, design del prodotto, design dello stampo, personalizzazione del pompino, personalizzazione dello stampo rotazionale, personalizzazione dello stampo fstielluso. Servizi di stampa 3D, servizi di produzione CNC, packaging del prodotto, imballaggi personalizzati, servizi di spedizione.










Prima e ora aderiamo ai principi della qualità. Fornendo ai clienti i prodotti di altissima qualità, cerca di massimizzare l'efficienza della produzione e abbreviare i tempi di produzione. Siamo orgogliosi di dire a ogni cliente che la nostra azienda non ha perso nessun cliente dalla sua istituzione. Se c'è un problema con il prodotto, cercheremo una soluzione attivamente e ci assumiamo la responsabilità fino alla fine.

FAQ
D1: sei una società o produttore commerciale?
A: Siamo produttori.
Q2. Quando posso ottenere la citazione?
A: Di solito citato entro 2 giorni dopo aver ottenuto la tua richiesta.
Se sei molto urgente, chiamaci o dirci nella tua e -mail in modo da poter prima citare per te.
Q3. Quanto dura il tempo di consegna per la muffa?
A: Tutto dipende dalla dimensione e dalla complessità dei prodotti. Normalmente, il tempo di consegna è di 25 giorni.
Q4. Non ho un disegno 3D, come dovrei iniziare il nuovo progetto?
A: Puoi fornirci un campione di stampaggio, ti aiuteremo a finire il design del disegno 3D.
Q5. Prima della spedizione, come assicurarsi che la qualità dei prodotti?
A: Se non vieni nella nostra fabbrica e non hai anche la terza parte per l'ispezione, saremo come il tuo lavoratore di ispezione.
Ti forniremo un video per i dettagli del processo di produzione includono il rapporto di processo, la struttura delle dimensioni dei prodotti e i dettagli della superficie, i dettagli di imballaggio e così via.
Q6. Quali sono i tuoi termini di pagamento?
A: Pagamento dello stampo: deposito del 40% di T/T in anticipo, 30% Pagamento dello stampo Secondo prima di inviare i primi campioni di prova, bilanciamento del 30% di muffa dopo essere stato d'accordo sui campioni finali.
B: Pagamento della produzione: deposito del 50% in anticipo, 50% prima di inviare la merce finale.
D7: Come fai a fare la nostra attività a lungo termine e una buona relazione?
A: 1. Manteniamo una buona qualità e un prezzo competitivo per garantire ai nostri clienti benefici per i migliori prodotti di qualità.
2. Rispettiamo ogni cliente come nostro amico e facciamo sinceramente affari e facciamo amicizia con loro, non importa da dove provengano.
Tag caldi: occhiali da fantasia ad iniezione, porcellana, produttore, fornitore, fabbrica, personalizzato, all'ingrosso, acquisto, qualità, ultimo vendita, realizzato in Cina
Categoria correlata
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








