

Casa
>
Prodotto > Servizio di personalizzazione principale > Modanatura personalizzata > Stampaggio di parti personalizzate in plastica PP ABS
Prodotto
- Servizio di personalizzazione principale
- Assistenza sanitaria
- Attrezzature sanitarie domestiche
- Prodotti per massaggi salutari per uso domestico
- Attrezzature mediche per la riabilitazione domestica
- Attrezzature per l'assistenza domiciliare
- Attrezzatura medica della casa dell'ospedale
- Attrezzatura medica commerciale dell'ospedale
- Nuovi dispositivi medici
- Forniture veterinarie
- Apparecchi e strumenti elettronici
- Stampi per forniture materne e infantili
- Sport ricreativi
- Arte dell'arredamento della casa
- Accessori per auto
- Trasporti e magazzinaggio
- Apparecchi di illuminazione
- Attrezzature per l'edilizia
- Prodotto da imballaggio
- Didattica e laboratori
- Abbigliamento Bagagli Accessori
- Prodotti per la cura e la pulizia
- Agricoltura e silvicoltura
- Attrezzatura meccanica
- Forniture per animali domestici
- Stoviglie







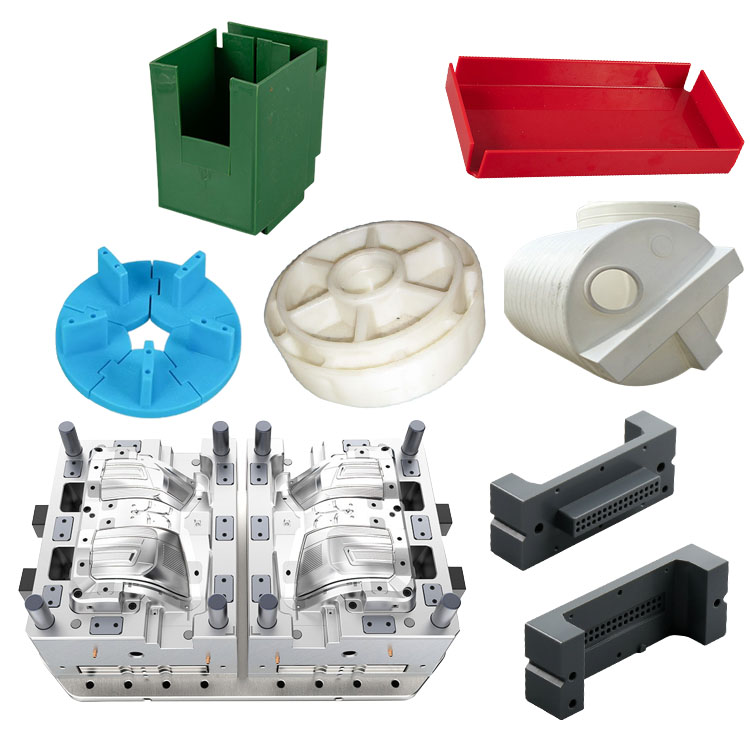
Stampaggio di parti personalizzate in plastica PP ABS
Ningbo (P&M) Plastic Metal Products Co., Ltd. ha 17 anni di tecnologia di produzione di stampi e può personalizzare lo stampaggio di parti in plastica personalizzate. Forniamo servizi professionali di stampaggio di parti in plastica personalizzate e siamo un produttore professionale di stampaggio di parti in plastica personalizzate. Abbiamo sufficiente esperienza nella selezione delle materie prime dei prodotti e dei materiali per gli stampi. Nel processo di personalizzazione dello stampaggio di parti in plastica personalizzate, la nostra fabbrica può fornire un servizio completo. Disponiamo di capacità di progettazione e produzione relative allo stampaggio di parti in plastica personalizzate, quali: progettazione CAD, produzione di stampi, stampaggio a iniezione, produzione di prodotti in plastica, assemblaggio e altre tecnologie.
Invia richiesta
Descrizione del prodotto
Inoltre, la nostra azienda ha stabilito rapporti di collaborazione con fornitori di materie prime plastiche, produttori di stampe, ecc. per garantire la fornitura di materie prime e la qualità di stampa. Grazie alla nostra ricca esperienza e alla perfetta catena di fornitura, la nostra azienda è in grado di fornire ai clienti prodotti di stampaggio di parti in plastica personalizzate di alta qualità per soddisfare le loro esigenze specifiche. Allo stesso tempo, abbiamo 10 anni di esperienza professionale nel servizio di commercio estero, comprendiamo il processo del commercio estero e serviamo meglio i nostri clienti. Per i prodotti di stampaggio di parti in plastica personalizzate, possiamo realizzare parti in plastica corrispondenti, principalmente tramite stampi a iniezione.




Di seguito è riportata una guida pratica e completa sulle considerazioni chiave per la produzione di plastica personalizzata, compilata direttamente dall'esperienza in fabbrica. Privo di termini tecnici e inutili, copre i punti critici che inevitabilmente incontrerete durante lo sviluppo degli stampi, la prototipazione e la produzione di massa. Leggilo in sequenza e sarai ben attrezzato per evitare le trappole più comuni.
**Problemi fondamentali da affrontare nelle parti in plastica personalizzate**
**IO. Selezione dei materiali (il fattore decisivo per il successo o il fallimento del prodotto)**
**La funzione determina il materiale:** Non basare la tua scelta esclusivamente sul costo.
* **Parti estetiche/esterne:** ABS, PC/ABS, PC
* **Parti strutturali/ad alta temperatura:** PA6, PA66+GF (fibra di vetro), PBT
* **Parti per uso generale a basso costo:** PP
* **Parti soft-touch/sovrastampate:** TPE, TPR
**La selezione errata del materiale porta a:** Fragilità/crepe, deformazione, scarsa resistenza al calore, guasti di assemblaggio o mancato superamento dei test del prodotto.
**Il materiale richiede modifiche?**
* Additivi come fibra di vetro, polvere di talco, ritardanti di fiamma, stabilizzanti UV, modificatori a bassa temperatura, composti per uso alimentare o agenti antistatici.
* **Attenzione:** Se questi requisiti non vengono specificati in anticipo, cambiare successivamente il materiale equivale sostanzialmente a rifare lo stampo da zero.
**Requisiti di assorbimento e asciugatura dell'acqua**
* **Deve essere essiccato:** PA, PC, ABS.
* **Non è necessaria l'asciugatura:** PP, PE.
* **La mancata asciugatura porta a:** Bolle, striature argentate e ridotta resistenza del materiale.
**II. Progettazione strutturale (dove si verifica il 90% delle insidie)**
**Lo spessore della parete deve essere uniforme**
* **Cambiamenti improvvisi di spessore portano a:** Segni di avvallamento, bolle, deformazioni e deformazioni.
* **Spessore delle nervature:** generalmente, lo spessore delle nervature di rinforzo non deve superare da 0,6 a 0,7 volte lo spessore della parete principale.
**Includi sempre gli angoli di sformo (rastremazione)**
* **Minimo:** da 0,5° a 1°. Le cavità più profonde e le superfici strutturate richiedono angoli più ampi.
* **Nessun angolo di sformo =** Segni/graffi di trascinamento, sbiancamento da stress (segni di espulsione), parti incastrate nello stampo o parti scartate.
**Evitare spigoli vivi e angoli acuti**
* **Gli angoli acuti creano punti di concentrazione della sollecitazione:** La parte tende a rompersi in caso di impatto (ad esempio, in caso di caduta).
* **Angoli interni:** devono avere un raggio minimo (R) compreso tra 0,3 e 1 mm; per parti estetiche/esterne si consiglia R ≥ 1 mm.
**Garantire il corretto posizionamento di fori, sporgenze e incastri**
* **Borse per viti:** Se troppo alte, richiedono nervature di rinforzo.
* **Adattamenti a scatto:** Se il sottosquadro è troppo profondo, l'espulsione diventa difficile.
* **Fori:** Se posizionato troppo vicino al bordo, il materiale tende a rompersi.
* **Avvertenza:** se il progetto strutturale è difettoso, anche lo stampo più costoso non riuscirà a produrre una parte di qualità.
**Riduci al minimo sottosquadri, cursori e sollevatori**
* **Più complesse sono queste funzionalità:** Più costoso diventa lo stampo, più lungo è il ciclo di produzione e minore tende ad essere il tasso di rendimento.
* **Semplifica quando possibile:** altrimenti i costi degli utensili potrebbero facilmente raddoppiare. III. Problemi relativi alla muffa (determinazione della qualità e dei costi)
Durata dello stampo e selezione dell'acciaio
Prototipazione / Produzione di piccoli lotti: stampi in alluminio, stampi semplici
Produzione di massa su larga scala: acciaio 718H, P20, S136
Una scarsa qualità dell'acciaio per stampi porta a: bave eccessive sui prodotti, instabilità dimensionale e una breve durata dello stampo.
Numero di cavità (conteggio delle cavità)
Maggiore è il numero di cavità, minore è il prezzo unitario per parte; tuttavia, il costo di produzione dello stampo aumenta.
Per i piccoli ordini, non optare ciecamente per stampi multicavità, poiché ciò si tradurrebbe in una spesa inutile.
Posizione e dimensione del cancello
Una progettazione impropria del cancello può portare a:
Fibre esposte (fibra galleggiante), linee di saldatura, segni di avvallamento, segni di flusso e colpi brevi (riempimento incompleto).
Per le parti estetiche, la posizione del cancello deve essere nascosta.
Design del canale di raffreddamento (è ottimizzato?)
Canali di raffreddamento inadeguati → Raffreddamento non uniforme → Gravi deformazioni e deformazioni.
Questo è un fattore critico per parti e componenti cosmetici con severi requisiti dimensionali.
Ventilazione (è sufficiente?)
Scarsa ventilazione → Segni di bruciatura, colpi brevi, aria intrappolata e linee di saldatura deboli.
Lo sfiato è obbligatorio per le nervature profonde, le aree senza uscita e i punti di convergenza del flusso di materiale.
IV. Problemi relativi al processo di stampaggio a iniezione (che influiscono sull'aspetto e sulla resistenza)
Corrispondenza di temperatura, pressione e velocità
Temperatura troppo elevata: degrado del materiale, scolorimento, infragilimento
Temperatura troppo bassa: colpi brevi, linee di flusso freddo, linee di saldatura prominenti
Tempo di pressione di mantenimento rispetto al tempo di raffreddamento
Pressione di tenuta insufficiente: segni di affondamento, dimensioni sottodimensionate
Raffreddamento insufficiente: deformazione da espulsione, parti che rimangono morbide
Considerazioni speciali sui materiali rinforzati con fibra di vetro
PA+GF (nylon) e PP+GF sono soggetti a: fibre esposte, deformazioni e usura accelerata dello stampo.
Se i parametri di lavorazione non sono corretti la qualità cosmetica potrebbe essere completamente rovinata.
V. Problemi dimensionali e di restringimento (l'errore più comune)
Tutte le materie plastiche presentano un restringimento
ABS: 0,4% – 0,7%
PP: 1,5% – 2,5%
PA+GF: 0,3% – 0,8%
Se le dimensioni dello stampo non tengono conto del restringimento → Le parti finite saranno sottodimensionate e non si adatteranno durante l'assemblaggio.
Le tolleranze di assieme devono essere riservate
I giochi tipici per i gruppi di alloggiamento vanno da 0,1 mm a 0,3 mm.
La mancata riservazione di questo gioco comporta: accoppiamenti troppo stretti (che impediscono il montaggio) o accoppiamenti troppo allentati (creando spazi eccessivi). VI. Problemi di aspetto e finitura superficiale
Le superfici visibili devono essere prive di segni di risucchio, linee di flusso, bave e segni dei perni di espulsione.
Si tratta di difetti strutturali o di lavorazione estremamente difficili da riparare dopo la produzione.
Specificare in anticipo le finiture superficiali
Verniciatura, serigrafia, incisione laser, galvanica, testurizzazione, finitura opaca, finitura lucida.
Processi diversi impongono requisiti diversi allo stampo; la mancata specificazione di questi in anticipo comporterà una rielaborazione.
Controllo della differenza di colore
Possono verificarsi variazioni di colore tra lotti di produzione diversi o macchine diverse.
Per la produzione di massa, conservare campioni di riferimento e bloccare il masterbatch di colore specifico utilizzato.
VII. Problemi di stabilità della produzione di massa
L'ispezione del primo articolo (FA) è obbligatoria.
È necessario verificare le dimensioni, l'aspetto, l'idoneità dell'assemblaggio e la resistenza strutturale.
Stima del tasso di rendimento
Per prodotti con strutture complesse o elevati requisiti estetici, il tasso di rendimento può arrivare fino al 70%–80%.
Nel preventivo deve essere presa in considerazione la percentuale di difetti prevista.
Coerenza batch-to-batch
La scarsa precisione dello stampo porta a incongruenze dimensionali tra i lotti, rendendo potenzialmente le parti non assemblabili.
VIII. Problemi di costi e tempi di consegna
Non confrontare i prezzi unitari separatamente; considerare il costo totale.
Costi dello stampo + Spese di stampaggio a iniezione + Post-elaborazione + Spedizione + Perdite dovute a difetti.
Le offerte a basso prezzo spesso nascondono trappole nascoste che comportano costi aggiuntivi più avanti nel processo.
Prototipazione ≠ Produzione di massa
Un prototipo può sembrare bello, ma la stabilità della produzione di massa non è garantita; la struttura dello stampo è il fattore critico.
Pianificazione dei tempi di consegna
Fabbricazione dello stampo: in genere 12–25 giorni.
Prototipazione/Campionamento: 3–7 giorni.
Produzione di massa: 5–15 giorni.
Gli ordini urgenti richiedono comunicazione e accordo previo.
IX. Problemi di test e conformità (in particolare per il lancio del prodotto)
Test di resistenza (test di caduta, test di compressione)
Ciclismo ad alta/bassa temperatura
Classificazione del ritardo di fiamma (obbligatorio per i prodotti elettrici)
Test COV/odore (per prodotti automobilistici e per interni)
Conformità RoHS/REACH (obbligatoria per i prodotti di esportazione)
La mancata esecuzione dei test necessari potrebbe impedire la spedizione del prodotto.
Siamo un produttore di stampaggio di parti in plastica personalizzate, che fornisce produzione di stampaggio di parti in plastica personalizzate di alta qualità. Se desideri personalizzare/sviluppare prodotti personalizzati per lo stampaggio di parti in plastica, puoi trovarci. Disponiamo di una progettazione professionale di stampi a iniezione e di una tecnologia di produzione matura, che vi fornisce un servizio completo, dalla progettazione del prodotto, alla realizzazione di stampi, alla produzione del prodotto, all'imballaggio del prodotto, al trasporto del prodotto, possiamo aiutarvi in ogni collegamento. Finché verrai da noi, ti forniremo il massimo servizio e ti soddisferemo in termini di qualità del prodotto, tempi di produzione, dialogo informativo, ecc.
|
Nome del prodotto |
Stampaggio del tapis roulant |
|
Si prega di fornire |
2D, 3D, campioni o dimensioni di le immagini multi-angolo |
|
Tempo di muffa |
20-35 giorni |
|
Tempo del prodotto |
7-15 giorni |
|
Precisione dello stampo |
+/-0,01 mm |
|
Vita della muffa |
50-100 milioni di colpi |
|
Processo di produzione |
Disegni di audit: analisi del flusso dello stampo - validazione del progetto - Materiali personalizzati - lavorazione stampi - lavorazione anime - lavorazione elettrodi - Sistema Runner lavorazione - lavorazione e approvvigionamento di pezzi - accettazione della lavorazione - cavità processo di trattamento superficiale - modalità complessa Die - L'intero rivestimento superficiale dello stampo - piastra di montaggio - campione dello stampo - prova campione - invio campioni |
|
Cavità dello stampo |
Una cavità, multi-cavità o uguale prodotti diversi possono essere realizzati insieme |
|
Materiale dello stampo |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Sistema di corridori |
Canale caldo e canale freddo |
|
Materiale di base |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Fine |
Snocciolando la parola, finitura a specchio, superficie opaca, strie |
|
Standard |
HASCO, DME o dipendenti da |
|
Tecnologia principale |
Fresatura, rettifica, CNC, elettroerosione, filo taglio, intaglio, elettroerosione, torni, finitura superficiale, ecc. |
|
Software |
CAD,PRO-E,UG Tempo di progettazione: 1-3 giorni (circostanze normali) |
|
Materiale del prodotto |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Sistema di qualità |
ISO9001:2008 |
|
Stabilisci il tempo |
20 giorni |
|
Attrezzatura |
CNC, elettroerosione, taglio Macchina, macchinari per la plastica, ecc. Stampo per valigie in plastica Zhe Jiang |


Realizzazione di stampi per iniezione plastica

Specifiche dello stampaggio della plastica

Progettazione dello stampo:



Processo di transazione:

Test della muffa:


Confezione del prodotto

Fabbrica
Siamo una fabbrica di stampi in plastica personalizzata. La nostra fabbrica è produttrice di stampi per iniezione plastica. abbiamo 17 anni di esperienza nello stampo in plastica personalizzato professionale e 10 anni di esperienza nel commercio estero. Siamo fornitori di stampi in plastica personalizzati. Siamo in grado di fornire un servizio personalizzato di stampi in plastica. La nostra fabbrica può realizzare parti in plastica stampate ad iniezione e la qualità dei prodotti ti soddisferà.
Abbiamo più di 50 macchine di fascia alta e centinaia di ingegneri e progettisti. Siamo in grado di fornire un servizio completo, dalla progettazione del prodotto - realizzazione di stampi - produzione del prodotto - imballaggio del prodotto - trasporto. Abbiamo una filiera produttiva completa. Possiamo soddisfare tutte le vostre esigenze.
Servizi che forniamo:
Servizio professionale di stampi personalizzati, progettazione e produzione di stampi in plastica. Produzione di prodotti in plastica, progettazione del prodotto, progettazione di stampi, personalizzazione di stampi per soffiaggio, personalizzazione di stampi rotazionali, personalizzazione di stampi per pressofusione. Servizi di stampa 3D, servizi di produzione CNC, imballaggio del prodotto, imballaggio personalizzato, servizi di spedizione.










Aderiamo sempre ai principi della qualità innanzitutto e del tempo. Fornendo ai clienti prodotti della massima qualità, cercare di massimizzare l'efficienza produttiva e ridurre i tempi di produzione. Siamo orgogliosi di dire a ogni cliente che la nostra azienda non ha perso alcun cliente sin dalla sua fondazione. Se c'è un problema con il prodotto, cercheremo attivamente una soluzione e ci assumeremo la responsabilità fino alla fine.

Domande frequenti
Q1: sei una società commerciale o un produttore?
A: Siamo produttori.
Q2. Quando posso ottenere il preventivo?
A: Di solito citiamo entro 2 giorni dalla ricezione della tua richiesta.
Se hai molta urgenza, chiamaci o comunicacelo nella tua email in modo che possiamo prima fare un preventivo per te.
Q3. Quanto è lungo il tempo di consegna per lo stampo?
R: Tutto dipende dalle dimensioni e dalla complessità dei prodotti. Normalmente, il tempo di consegna è di 25 giorni.
Q4. Non ho un disegno 3D, come devo iniziare il nuovo progetto?
A: Puoi fornirci un campione di stampaggio, ti aiuteremo a completare il disegno del disegno 3D.
Q5. Prima della spedizione, come assicurarsi della qualità dei prodotti?
R: Se non vieni nella nostra fabbrica e non hai una terza parte per l'ispezione, saremo i tuoi addetti all'ispezione.
Ti forniremo un video per i dettagli del processo di produzione che include il rapporto sul processo, la struttura delle dimensioni del prodotto e i dettagli della superficie, i dettagli dell'imballaggio e così via.
Q6. Quali sono i tuoi termini di pagamento?
A: Pagamento dello stampo: deposito del 40% tramite T/T in anticipo, pagamento del secondo stampo del 30% prima di inviare i primi campioni di prova, saldo dello stampo del 30% dopo aver concordato i campioni finali.
B: Pagamento della produzione: deposito anticipato del 50%, 50% prima dell'invio della merce finale.
Q7: Come potete rendere la nostra attività un buon rapporto a lungo termine?
R:1. Manteniamo una buona qualità e un prezzo competitivo per garantire ai nostri clienti il vantaggio di prodotti della migliore qualità.
2. Rispettiamo ogni cliente come nostro amico e facciamo sinceramente affari e facciamo amicizia con loro, non importa da dove provengano.
Tag caldi: Stampaggio di parti in plastica PP ABS personalizzate, Cina, produttore, fornitore, fabbrica, personalizzato, commercio all'ingrosso, acquisto, qualità, ultime vendite, prodotto in Cina
Categoria correlata
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








