

Prodotto
- Servizio di personalizzazione principale
- Assistenza sanitaria
- Attrezzature sanitarie domestiche
- Prodotti per massaggi salutari per uso domestico
- Attrezzature mediche per la riabilitazione domestica
- Attrezzature per l'assistenza domiciliare
- Attrezzatura medica della casa dell'ospedale
- Attrezzatura medica commerciale dell'ospedale
- Nuovi dispositivi medici
- Forniture veterinarie
- Apparecchi e strumenti elettronici
- Stampi per forniture materne e infantili
- Sport ricreativi
- Arte dell'arredamento della casa
- Accessori per auto
- Trasporti e magazzinaggio
- Apparecchi di illuminazione
- Attrezzature per l'edilizia
- Prodotto da imballaggio
- Didattica e laboratori
- Abbigliamento Bagagli Accessori
- Prodotti per la cura e la pulizia
- Agricoltura e silvicoltura
- Attrezzatura meccanica
- Forniture per animali domestici
- Stoviglie








Stampaggio lavatrice
Ningbo (P&M) Plastic Metal Products Co., Ltd. ha 17 anni di tecnologia di produzione di stampi e può personalizzare lo stampaggio dello stampaggio della lavatrice. Forniamo servizi professionali di stampaggio per stampi per lavatrici personalizzati e siamo un produttore professionale di stampi per stampi per lavatrici. Abbiamo sufficiente esperienza nella selezione delle materie prime dei prodotti e dei materiali per gli stampi. Nel processo di personalizzazione dello stampaggio dello stampaggio della lavatrice, la nostra fabbrica può fornire un servizio completo. Disponiamo di capacità di progettazione e produzione relative allo stampaggio di stampi per lavatrici, quali: progettazione CAD, produzione di stampi, stampaggio a iniezione, produzione di prodotti in plastica, assemblaggio e altre tecnologie.
Invia richiesta
Descrizione del prodotto
Inoltre, la nostra azienda ha stabilito rapporti di collaborazione con fornitori di materie prime plastiche, produttori di stampe, ecc. per garantire la fornitura di materie prime e la qualità di stampa. Grazie alla nostra ricca esperienza e alla perfetta catena di fornitura, la nostra azienda è in grado di fornire ai clienti prodotti di stampaggio per lavatrici personalizzati di alta qualità per soddisfare le loro esigenze specifiche. Allo stesso tempo, abbiamo 10 anni di esperienza professionale nel servizio di commercio estero, comprendiamo il processo del commercio estero e serviamo meglio i nostri clienti. Per i prodotti di stampaggio per lavatrici, possiamo realizzare parti in plastica corrispondenti, principalmente tramite stampi a iniezione.




Essendo un componente estetico e strutturale fondamentale degli elettrodomestici, l'alloggiamento della lavatrice richiede processi di stampaggio a iniezione che bilanciano precisione dimensionale, qualità della superficie, integrità strutturale ed efficienza produttiva. Dalla selezione dei materiali e dalla progettazione dello stampo al controllo dei parametri di processo e all'ispezione di qualità post-elaborazione, ogni passaggio richiede un controllo meticoloso. Di seguito vengono descritti i dettagli completi dello stampaggio e le considerazioni chiave.
I. Selezione e pretrattamento dei materiali (le basi dello stampaggio)
1. Materiali tradizionali e loro caratteristiche
Gli alloggiamenti delle lavatrici utilizzano in genere tre tipi di materiali principali: ABS, PP e leghe PC/ABS, ciascuno su misura per soddisfare i diversi requisiti di posizionamento e prestazioni del prodotto:
ABS (acrilonitrile-butadiene-stirene): la scelta preferita per i modelli di fascia medio-alta. Offre eccellente rigidità, elevata resistenza agli urti, brillantezza superficiale superiore ed è facile da verniciare o serigrafare. Con un tasso di ritiro compreso tra 0,5% e 0,8% e un intervallo di temperature di stampaggio compreso tra 220°C e 260°C, è ideale per componenti caratterizzati da un'estetica complessa e da progetti strutturali complessi.
PP (polipropilene): la scelta principale per i modelli di classe economica. È caratterizzato da basso costo, resistenza chimica, durabilità alle basse temperature e bassa densità. Con un tasso di ritiro compreso tra 1,0% e 2,5% (più elevato a causa della sua natura cristallina) e un intervallo di temperature di stampaggio compreso tra 180°C e 220°C, spesso richiede l'aggiunta di agenti antietà e rinforzanti per migliorare le prestazioni. È particolarmente adatto per componenti strutturali come le coperture superiori e le basi delle lavatrici a cestello.
Lega PC/ABS: riservata ai modelli di fascia alta. Questa lega combina l'elevata rigidità e resistenza al calore del PC con la facilità di lavorazione caratteristica dell'ABS. Offre eccezionale resistenza agli urti e stabilità dimensionale, rendendolo adatto per applicazioni con alloggiamenti ultrasottili e ad alta resistenza. L'intervallo di temperatura di stampaggio è compreso tra 240°C e 280°C.
2. Pretrattamento delle materie prime (un passaggio preliminare critico)
La natura igroscopica delle materie prime plastiche può portare a difetti di stampaggio come bolle, striature argentate e imperfezioni superficiali; pertanto, un pretrattamento adeguato è un prerequisito fondamentale:
Trattamento di asciugatura: i materiali ABS e PC/ABS richiedono l'asciugatura con aria calda a una temperatura compresa tra 80°C e 90°C per 3-4 ore, con un contenuto di umidità rigorosamente controllato affinché rimanga inferiore allo 0,03%. Il PP, essendo meno igroscopico, consente un processo di essiccazione semplificato (70°C–80°C per 1–2 ore). Miscelazione e abbinamento dei colori: l'alloggiamento richiede una tonalità di colore uniforme; il masterbatch colorato viene aggiunto in un rapporto specifico (2%–5%) e miscelato accuratamente utilizzando un mixer per evitare variazioni di colore. Per gli alloggiamenti funzionali, vengono aggiunti ritardanti di fiamma e agenti antistatici per migliorare la sicurezza e le prestazioni operative.
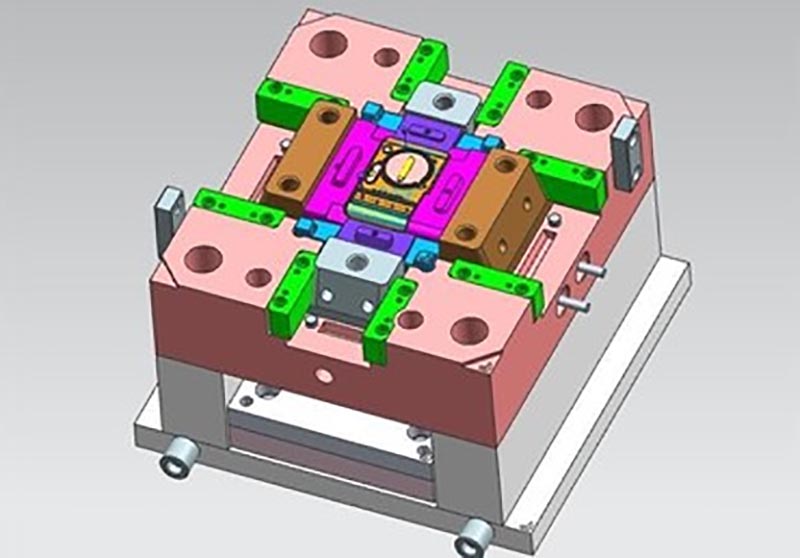
II. Progettazione e produzione di stampi (il fulcro della precisione dello stampaggio)
L'alloggiamento della lavatrice è un componente grande e dalle pareti sottili (spessore della parete: 1,5–3 mm); pertanto, la progettazione dello stampo determina direttamente la qualità e l'efficienza del processo di stampaggio:
1. Progettazione della struttura dello stampo
Selezione della linea di giunzione: posizionata lungo il contorno massimo dell'alloggiamento evitando le superfici esterne visibili. Qualsiasi disallineamento della linea di giunzione viene controllato entro 0,02 mm per evitare bave e segni visibili di chiusura dello stampo.
Cavità e nucleo: viene utilizzato un design a cavità integrale per garantire la planarità della superficie. Il nucleo è dotato di nervature di rinforzo (con uno spessore pari al 50%–60% dello spessore della parete dell'alloggiamento) per migliorare la resistenza strutturale e prevenire la deformazione. Per gli alloggiamenti di grandi dimensioni, vengono utilizzati stampi multi-cavità (2-4 cavità) per aumentare l'efficienza della produzione di massa.
Sistema di accesso e guida: il diametro della guida principale è di 6–8 mm e il diametro della guida secondaria è di 4–6 mm. Viene adottato un sistema a canale caldo per ridurre al minimo gli scarti di iniezione e abbreviare il ciclo di stampaggio. Vengono selezionati cancelli laterali o cancelli sottomarini; il loro posizionamento evita superfici esterne visibili, con un diametro del punto di accesso di 0,8–1,2 mm e una lunghezza ≤ 1,5 mm per garantire un riempimento uniforme del fuso.
Sistema di raffreddamento: i canali di raffreddamento dello stampo hanno un diametro di 8–10 mm e sono distribuiti uniformemente lungo la cavità e il nucleo. La temperatura dello stampo stazionario viene mantenuta 3–5°C più alta di quella dello stampo in movimento, con temperature dell'acqua di raffreddamento comprese tra 20°C e 30°C, per garantire un raffreddamento uniforme dell'alloggiamento e ridurre al minimo le sollecitazioni interne e i segni di avvallamento.
Sistema di ventilazione: le fessure di ventilazione sono posizionate nei punti di riempimento finali della massa fusa (ad esempio angoli, estremità delle nervature di rinforzo). Queste fessure hanno una profondità di 0,025–0,038 mm e una larghezza di 1,5 mm e servono a espellere l'aria dalla cavità dello stampo e prevenire bruciature o vuoti d'aria intrappolati. 2. Materiali e lavorazione dello stampo
Le cavità e le anime dello stampo sono costruite utilizzando acciaio pretemprato 718 (che offre prestazioni complessive superiori e idoneità per stampi di alta precisione) o acciaio inossidabile S136 (resistente alla corrosione e ideale per alloggiamenti lucidi). Le superfici sono lucidate con una rugosità di Ra 0,02–0,05 μm per garantire una finitura impeccabile dell'alloggiamento finale.
La lavorazione viene eseguita utilizzando fresatura CNC, elettroerosione (elettroerosione) e taglio a filo. Le dimensioni della cavità vengono compensate in base al tasso di ritiro del materiale (ABS: +0,6%; PP: +1,5%) per garantire che le dimensioni delle parti stampate soddisfino le specifiche.
3. Controllo dei parametri del processo di stampaggio a iniezione (fasi critiche di stampaggio)
Per questo processo viene selezionata una macchina per lo stampaggio a iniezione orizzontale di grandi dimensioni (con una forza di chiusura di 1.000–3.000 tonnellate e un volume di iniezione ≥ 1.000 g). Il controllo si concentra su quattro parametri fondamentali – temperatura, pressione, velocità e tempo – che sono soggetti a una gestione precisa e fase per fase:
1. Parametri di temperatura (nucleo del controllo dello stato di fusione)
Temperatura della canna: viene applicato un profilo di riscaldamento gradiente (dalla zona di alimentazione → zona centrale → zona anteriore → ugello). Per ABS: Zona di alimentazione 220°C, zona centrale 240°C, zona anteriore 250°C, ugello 245°C. Per PP: Zona di alimentazione 180°C, zona centrale 200°C, zona anteriore 210°C, ugello 205°C. La fluttuazione della temperatura viene mantenuta entro ≤ ±5°C per prevenire il degrado del materiale o un riempimento insufficiente dello stampo.
Temperatura dello stampo: per l'ABS, la temperatura dello stampo è impostata su 60–80°C (per migliorare la lucentezza della superficie e ridurre lo stress interno). Per il PP, la temperatura dello stampo è impostata su 50–70°C (per controllare la cristallinità e ridurre al minimo il ritiro). La stabilità della temperatura dello stampo viene mantenuta entro ≤ ±3°C per garantire un raffreddamento uniforme. 2. Parametri di pressione e velocità (nucleo delle fasi di riempimento e mantenimento)
Pressione di iniezione: ABS 100–140 MPa; PP 120–160 MPa. Controllato in tre fasi: Bassa velocità (5%–10%) per riempire il cancello (per evitare bave) → Velocità medio-alta (60%–80%) per riempire il corpo principale della cavità (per ridurre il tempo di ciclo) → Bassa velocità (10%–20%) per riempire la sezione finale (per evitare vuoti/bolle).
Pressione di mantenimento: 60%–80% della pressione di iniezione (ABS 70–110 MPa; PP 90–130 MPa). Il tempo di mantenimento è di 15–25 secondi, fino al congelamento del punto di iniezione, per compensare il ritiro dallo stato fuso ed eliminare segni di avvallamento e depressioni.
Contropressione: 3–8 MPa, garantisce una plastificazione uniforme e densa della massa fusa prevenendo al contempo vuoti.
Forza di chiusura: calcolata in base all'area proiettata (3.000–3.800 t/m²), utilizzando la soglia "appena senza bava" come standard per prevenire la deformazione dello stampo.
3. Parametri temporali (fondamentale per l'efficienza dello stampaggio)
Tempo di iniezione: 3–5 secondi per alloggiamenti di grandi dimensioni, garantendo un rapido riempimento del materiale fuso e riducendo al minimo il raffreddamento irregolare.
Tempo di raffreddamento: rappresenta il 60%–80% del ciclo di stampaggio totale. ABS: 40–60 secondi; PP: 30–50 secondi. Lo standard è definito come il punto in cui l'alloggiamento può essere espulso senza deformarsi o aderire allo stampo.
Ciclo di stampaggio totale: ABS: 70–90 secondi; PP: 60–80 secondi. Il ciclo viene accorciato – e la capacità produttiva aumentata – attraverso l’ottimizzazione dei processi di raffreddamento e l’uso di sistemi a canali caldi.
Siamo un produttore di stampi per lavatrici e forniamo produzione di stampi per lavatrici di alta qualità. Se desideri personalizzare/sviluppare prodotti di stampaggio per lavatrici, puoi trovarci. Disponiamo di una progettazione professionale di stampi a iniezione e di una tecnologia di produzione matura, che vi fornisce un servizio completo, dalla progettazione del prodotto, alla realizzazione di stampi, alla produzione del prodotto, all'imballaggio del prodotto, al trasporto del prodotto, possiamo aiutarvi in ogni collegamento. Finché verrai da noi, ti forniremo il massimo servizio e ti soddisferemo in termini di qualità del prodotto, tempi di produzione, dialogo informativo, ecc.
|
Nome del prodotto |
Stampaggio del tapis roulant |
|
Si prega di fornire |
2D, 3D, campioni o dimensioni di le immagini multi-angolo |
|
Tempo di muffa |
20-35 giorni |
|
Tempo del prodotto |
7-15 giorni |
|
Precisione dello stampo |
+/-0,01 mm |
|
Vita della muffa |
50-100 milioni di colpi |
|
Processo di produzione |
Disegni di audit: analisi del flusso dello stampo - validazione del progetto - Materiali personalizzati - lavorazione stampi - lavorazione anime - lavorazione elettrodi - Sistema Runner lavorazione - lavorazione e approvvigionamento di pezzi - accettazione della lavorazione - cavità processo di trattamento superficiale - modalità complessa Die - L'intero rivestimento superficiale dello stampo - piastra di montaggio - campione dello stampo - prova campione - invio campioni |
|
Cavità dello stampo |
Una cavità, multi-cavità o uguale prodotti diversi possono essere realizzati insieme |
|
Materiale dello stampo |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Sistema di corridori |
Canale caldo e canale freddo |
|
Materiale di base |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Fine |
Snocciolando la parola, finitura a specchio, superficie opaca, strie |
|
Standard |
HASCO, DME o dipendenti da |
|
Tecnologia principale |
Fresatura, rettifica, CNC, elettroerosione, filo taglio, intaglio, elettroerosione, torni, finitura superficiale, ecc. |
|
Software |
CAD,PRO-E,UG Tempo di progettazione: 1-3 giorni (circostanze normali) |
|
Materiale del prodotto |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Sistema di qualità |
ISO9001:2008 |
|
Stabilisci il tempo |
20 giorni |
|
Attrezzatura |
CNC, elettroerosione, taglio Macchina, macchinari per la plastica, ecc. Stampo per valigie in plastica Zhe Jiang |


Realizzazione di stampi per iniezione plastica

Specifiche dello stampaggio della plastica

Progettazione dello stampo:



Processo di transazione:

Test della muffa:


Confezione del prodotto

Fabbrica
Siamo una fabbrica di stampi in plastica personalizzata. La nostra fabbrica è produttrice di stampi per iniezione plastica. abbiamo 17 anni di esperienza nello stampo in plastica personalizzato professionale e 10 anni di esperienza nel commercio estero. Siamo fornitori di stampi in plastica personalizzati. Siamo in grado di fornire un servizio personalizzato di stampi in plastica. La nostra fabbrica può realizzare parti in plastica stampate ad iniezione e la qualità dei prodotti ti soddisferà.
Abbiamo più di 50 macchine di fascia alta e centinaia di ingegneri e progettisti. Siamo in grado di fornire un servizio completo, dalla progettazione del prodotto - realizzazione di stampi - produzione del prodotto - imballaggio del prodotto - trasporto. Abbiamo una filiera produttiva completa. Possiamo soddisfare tutte le vostre esigenze.
Servizi che forniamo:
Servizio professionale di stampi personalizzati, progettazione e produzione di stampi in plastica. Produzione di prodotti in plastica, progettazione del prodotto, progettazione di stampi, personalizzazione di stampi per soffiaggio, personalizzazione di stampi rotazionali, personalizzazione di stampi per pressofusione. Servizi di stampa 3D, servizi di produzione CNC, imballaggio del prodotto, imballaggio personalizzato, servizi di spedizione.










Aderiamo sempre ai principi della qualità innanzitutto e del tempo. Fornendo ai clienti prodotti della massima qualità, cercare di massimizzare l'efficienza produttiva e ridurre i tempi di produzione. Siamo orgogliosi di dire a ogni cliente che la nostra azienda non ha perso alcun cliente sin dalla sua fondazione. Se c'è un problema con il prodotto, cercheremo attivamente una soluzione e ci assumeremo la responsabilità fino alla fine.

Domande frequenti
Q1: sei una società commerciale o un produttore?
A: Siamo produttori.
Q2. Quando posso ottenere il preventivo?
A: Di solito citiamo entro 2 giorni dalla ricezione della tua richiesta.
Se hai molta urgenza, chiamaci o comunicacelo nella tua email in modo che possiamo prima fare un preventivo per te.
Q3. Quanto è lungo il tempo di consegna per lo stampo?
R: Tutto dipende dalle dimensioni e dalla complessità dei prodotti. Normalmente, il tempo di consegna è di 25 giorni.
Q4. Non ho un disegno 3D, come devo iniziare il nuovo progetto?
A: Puoi fornirci un campione di stampaggio, ti aiuteremo a completare il disegno del disegno 3D.
Q5. Prima della spedizione, come assicurarsi della qualità dei prodotti?
R: Se non vieni nella nostra fabbrica e non hai una terza parte per l'ispezione, saremo i tuoi addetti all'ispezione.
Ti forniremo un video per i dettagli del processo di produzione che include il rapporto sul processo, la struttura delle dimensioni del prodotto e i dettagli della superficie, i dettagli dell'imballaggio e così via.
Q6. Quali sono i tuoi termini di pagamento?
A: Pagamento dello stampo: deposito del 40% tramite T/T in anticipo, pagamento del secondo stampo del 30% prima di inviare i primi campioni di prova, saldo dello stampo del 30% dopo aver concordato i campioni finali.
B: Pagamento della produzione: deposito anticipato del 50%, 50% prima dell'invio della merce finale.
Q7: Come potete rendere la nostra attività un buon rapporto a lungo termine?
R:1. Manteniamo una buona qualità e un prezzo competitivo per garantire ai nostri clienti il vantaggio di prodotti della migliore qualità.
2. Rispettiamo ogni cliente come nostro amico e facciamo sinceramente affari e facciamo amicizia con loro, non importa da dove provengano.
Tag caldi: Stampaggio lavatrice, Cina, Produttore, Fornitore, Fabbrica, Personalizzato, Commercio all'ingrosso, Acquisto, Qualità, Ultimi venduti, Made in China
Categoria correlata
Apparecchi audiovisivi
Elettrodomestici
Elettrodomestici
Necessità personali
Elettrodomestici digitali
Elettrodomestici da cucina
Elettrodomestici
Elettrodomestici ecologici
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








