

Casa
>
Prodotto > Servizio di personalizzazione principale > Stampo personalizzato > Soluzione di stampaggio a tolleranza stretta
Prodotto
- Servizio di personalizzazione principale
- Assistenza sanitaria
- Attrezzature sanitarie domestiche
- Prodotti per massaggi salutari per uso domestico
- Attrezzature mediche per la riabilitazione domestica
- Attrezzature per l'assistenza domiciliare
- Attrezzatura medica della casa dell'ospedale
- Attrezzatura medica commerciale dell'ospedale
- Nuovi dispositivi medici
- Forniture veterinarie
- Apparecchi e strumenti elettronici
- Stampi per forniture materne e infantili
- Sport ricreativi
- Arte dell'arredamento della casa
- Accessori per auto
- Trasporti e magazzinaggio
- Apparecchi di illuminazione
- Attrezzature per l'edilizia
- Prodotto da imballaggio
- Didattica e laboratori
- Abbigliamento Bagagli Accessori
- Prodotti per la cura e la pulizia
- Agricoltura e silvicoltura
- Attrezzatura meccanica
- Forniture per animali domestici
- Stoviglie





Soluzione di stampaggio a tolleranza stretta
Ningbo (P&M) vanta 15 anni di tecnologia nella produzione di stampi per stampi personalizzati per prodotti in plastica. Disponiamo di certificati ISO 9001. Forniamo un servizio professionale di stampi personalizzati e siamo produttori professionali di stampi in plastica. Abbiamo sufficiente esperienza nella selezione delle materie prime del prodotto e nella selezione dei materiali per gli stampi. Conosciamo bene le proprietà dei vari materiali e i vantaggi e gli svantaggi della progettazione degli stampi. Raccomanderemo materiali adatti e consulenza di progettazione professionale per i nostri clienti.
Invia richiesta
Descrizione del prodotto
Offriamo soluzioni complete di stampaggio a tolleranza ridotta in cui la deviazione non è un'opzione. Il nostro vantaggio è l'analisi completa delle tolleranze, che integra il ritiro del materiale, l'uniformità del raffreddamento e la variazione del processo nella progettazione dello stampo. La tecnologia avanzata include sensori termici integrati per il controllo del processo in tempo reale. La garanzia della qualità impone l'approvazione dimensionale completa rispetto alle specifiche geometriche più rigorose. La nostra soluzione di stampaggio a tolleranza ridotta garantisce la produzione di successo di componenti funzionali e complessi con prestazioni eccezionali.



![]()
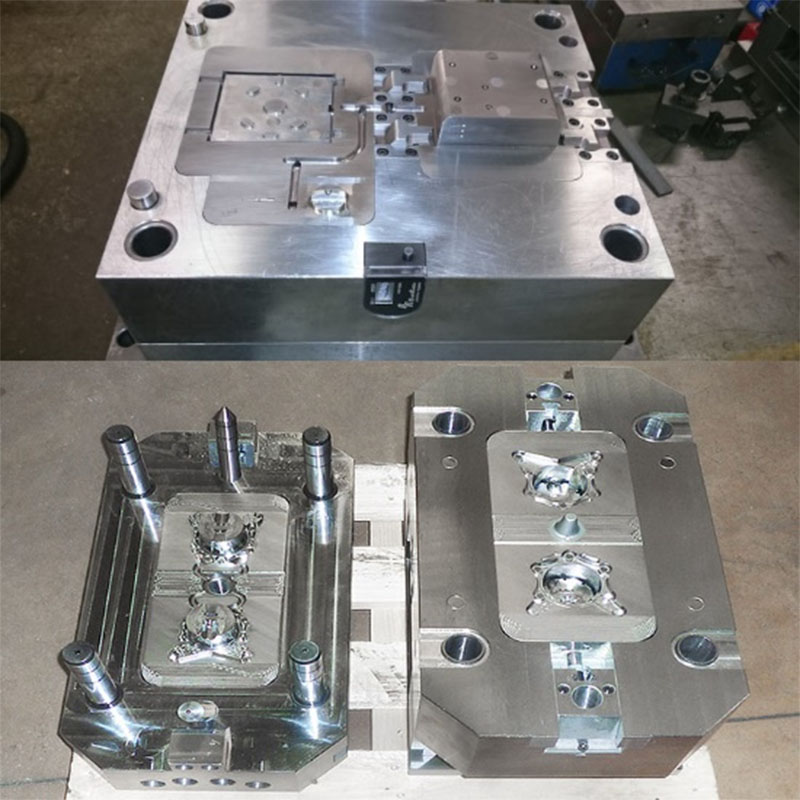
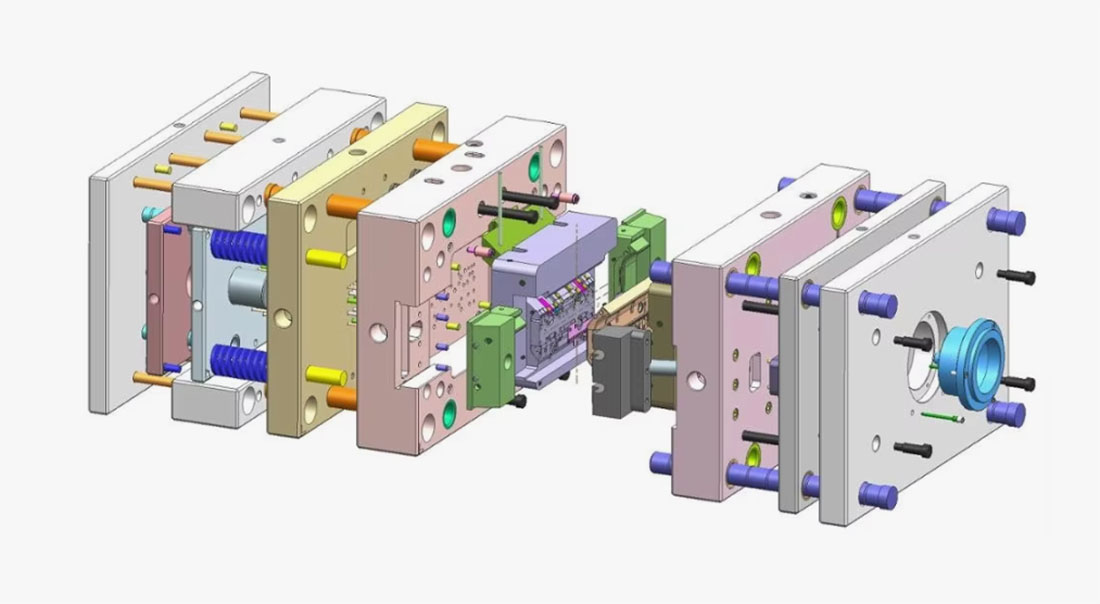
1. Strutture di stampi personalizzati: adattate ai requisiti dei collari in plastica
I collari in plastica (ad esempio, collari per alberi meccanici, collari di spaziatura dei componenti elettronici, collari per l'isolamento dei tubi) richiedono un'elevata precisione del foro interno per albero/tubo, stabilità strutturale per il posizionamento assiale e spesso caratteristiche protettive o di tenuta: le nostre strutture di stampi sono personalizzate per soddisfare queste esigenze chiave:
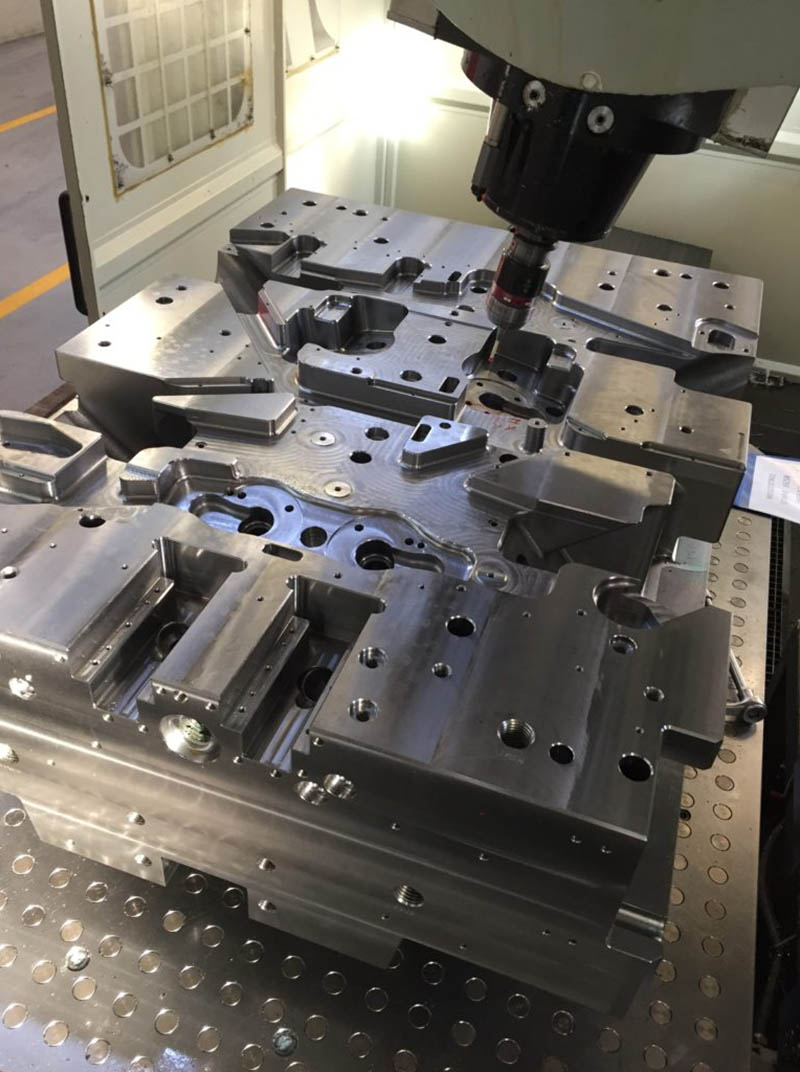
Cavità e nucleo: lavorato tramite tornitura/fresatura CNC ad altissima precisione (tolleranza fino a ±0,005 mm) per replicare le caratteristiche critiche:
Precisione del foro interno (tolleranza del diametro ±0,008 mm, rotondità ≤0,005 mm) per garantire un adattamento perfetto con alberi/tubi (ad esempio, alberi di diametro 5–50 mm per macchinari): impedisce movimenti radiali o oscillazioni durante l'uso.
Strutture di posizionamento assiale (ad esempio, spalle a gradino con tolleranza di altezza ±0,01 mm, anelli interni antiscivolo) per fissare la posizione del collare su alberi/tubi, fondamentali per distanziare i collari (mantenere gli spazi tra i componenti) o i collari di arresto (prevenire lo spostamento assiale).
Design protettivi/isolanti (ad esempio, pareti esterne ispessite 1–3 mm per la protezione dagli urti, strutture cave per l'isolamento termico) per proteggere i componenti sottostanti (ad esempio, sensori elettronici, giunti di tubi) da danni o variazioni di temperatura.
Caratteristiche di facile installazione (ad esempio, fessure divise per un facile assemblaggio, fori per viti con tolleranza della filettatura di ±0,01 mm per il bloccaggio) per semplificare il montaggio in loco senza danneggiare alberi/tubi.
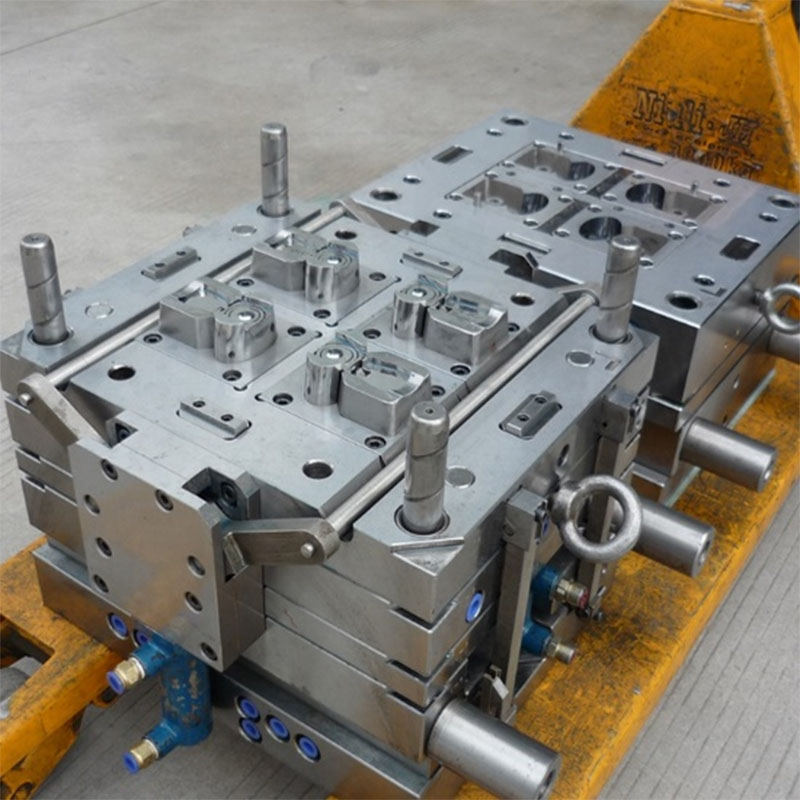
Sistema di iniezione: progettato per evitare di indebolire la precisione del foro interno e l'integrità strutturale:
Cancelli sui bordi (posizionati sui bordi esterni non funzionali) per collari di piccole e medie dimensioni (ad esempio, collari distanziatori elettronici): riducono al minimo le linee di saldatura nelle aree dei fori interni, che potrebbero influire sulla precisione di adattamento (un rischio importante per i collari meccanici di precisione).
Sistemi a canali caldi (per collari grandi o multi-cavità, ad esempio collari isolanti per tubi sfusi) per mantenere una temperatura di fusione costante: riducono lo spreco di materiale del 18-25% e garantiscono uno spessore uniforme delle pareti (fondamentale per mantenere la stabilità strutturale e le prestazioni di isolamento).
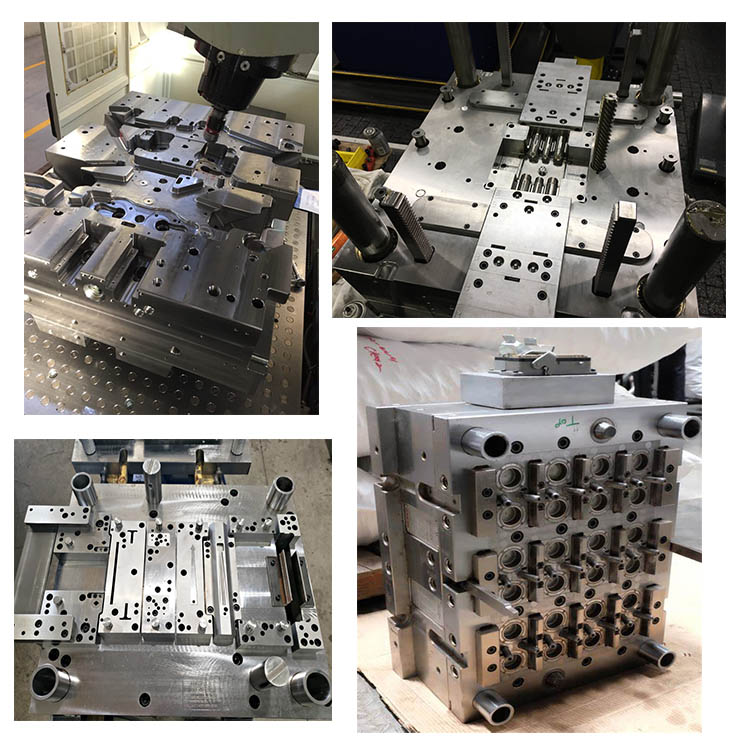
Sistema di raffreddamento: ottimizzato per strutture cilindriche/anulari dei collari:
Canali di raffreddamento concentrici (diametri interno/esterno del collare corrispondenti) per garantire una dissipazione uniforme del calore: prevengono la deformazione del foro interno (ad esempio l'ovalizzazione) che rovina l'accoppiamento albero/tubo e riduce il tempo di ciclo del 30–40%.
Raffreddamento mirato per spalle dei gradini o pareti ispessite: evita il restringimento che compromette la precisione del posizionamento assiale (ad esempio, variazione dell'altezza della spalla ≤ 0,01 mm per i collari di spaziatura).
Sistema di espulsione: calibrato per proteggere la precisione del foro interno e la forma cilindrica:
Anelli di espulsione (per collari cilindrici) per distribuire uniformemente la forza di espulsione: prevengono i graffi del foro interno o la deformazione della superficie esterna, garantendo la rotondità del collare e le prestazioni di adattamento.
Piastre estrattore (per collari con strutture a gradini complesse) per evitare danni alle spalle di posizionamento: preservano la funzione di posizionamento assiale del collare.
2. Materiali plastici idonei: abbinati alle applicazioni con collare in plastica
I collari in plastica sono soggetti a stress assiale/radiale, esposizione ambientale (umidità, temperatura, sostanze chimiche) e esigenze di protezione dei componenti: selezioniamo i materiali in base alla stabilità di adattamento, alla durata e agli scenari di utilizzo:
PP (polipropilene): ideale per collari per uso generale (ad esempio, collari distanziatori per tubi per carichi leggeri, collari per componenti di elettrodomestici). Offre una buona resistenza chimica (all'acqua, ai detergenti delicati), una rigidità moderata (Shore D 60–70) e un buon rapporto costo-efficacia, adatto per scenari interni a bassa sollecitazione (carico assiale ≤50 N).
ABS (acrilonitrile-butadiene-stirene): utilizzato per collari elettronici di precisione (ad esempio, collari di spaziatura dei circuiti stampati, collari di posizionamento dei connettori). Vanta un'elevata stabilità dimensionale (restringimento 1,5–2,5%), buona resistenza agli urti (15–20 kJ/m²) e compatibilità con i processi di assemblaggio elettronico: garantisce un foro interno coerente adatto ad alberi di piccole dimensioni (diametro ≤10 mm), ideale per dispositivi elettronici interni.
PA66 + fibra di vetro (20–30% GF): perfetto per collari meccanici ad alta sollecitazione (ad esempio, collari per alberi di macchine industriali, collari per alberi di trasmissione automobilistici). Rinforzato con fibra di vetro per aumentare la resistenza alla trazione (fino a 80 MPa) e la resistenza al calore (fino a 120°C): supporta carichi assiali ≤500 N e resiste a temperature industriali, adatto per macchinari e uso automobilistico.
PVC (cloruro di polivinile): ottimo per collari di isolamento/protezione dei tubi (ad esempio, collari per tubi idraulici, collari per condotti HVAC). Presenta una buona resistenza agli agenti atmosferici (nessun ingiallimento UV) e resistenza chimica (acidi e alcali): isola i tubi dalle variazioni di temperatura e protegge dalla corrosione, ideale per impianti idraulici interni/esterni o sistemi HVAC.
POM (poliossimetilene): adatto per collari a basso attrito e con adattamento di precisione (ad esempio collari meccanici scorrevoli, collari distanziatori per cuscinetti). Offre un'elevata precisione dimensionale (tolleranza del foro interno ±0,005 mm) e un basso coefficiente di attrito (0,15–0,3): garantisce uno scorrimento regolare dell'albero (quando necessario) e stabilità di adattamento a lungo termine, ideale per assemblaggi meccanici con parti in movimento.
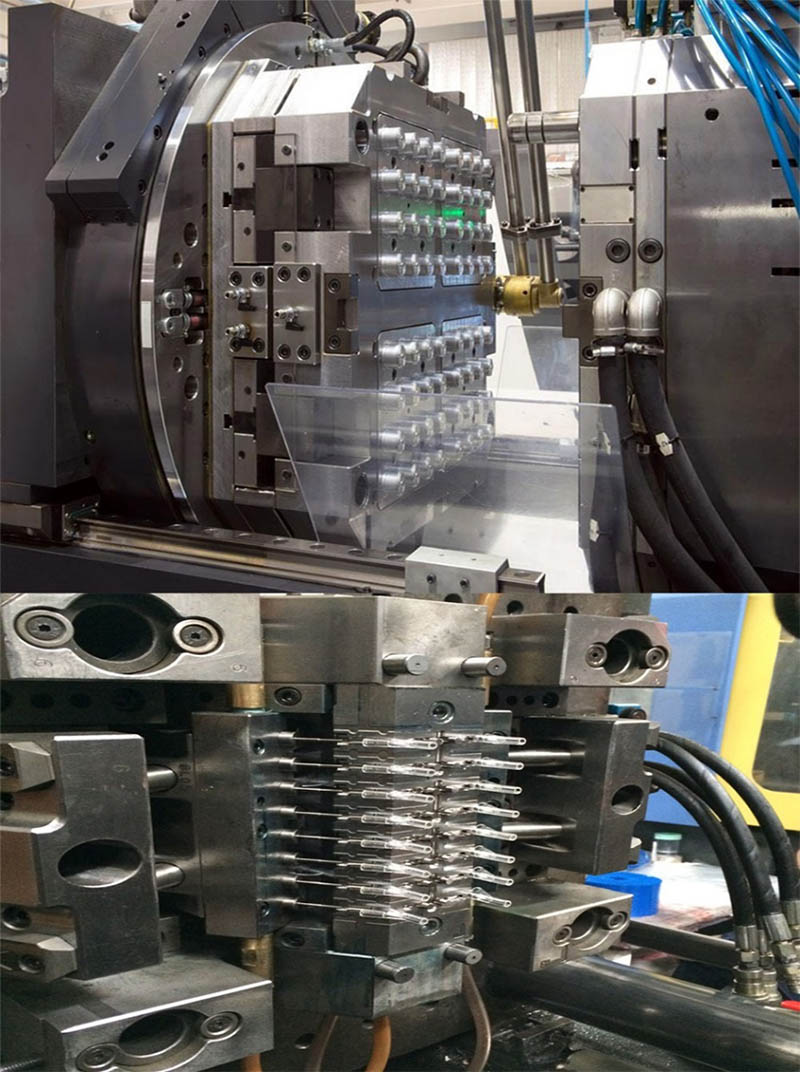
3. Processo di stampaggio a iniezione: ottimizzato per la qualità del collare in plastica
Il nostro processo di stampaggio a iniezione è ottimizzato per soddisfare le esigenze di precisione di adattamento, stabilità strutturale e protezione dei collari in plastica, con vantaggi chiave:
Precisione di adattamento del foro interno:
Parametri di iniezione (temperatura 180–260°C, pressione 60–100 MPa) ottimizzati per migliorare l'uniformità del materiale: nessun vuoto interno nelle pareti del foro interno, garantendo che il diametro interno di ciascun collare soddisfi una tolleranza stretta (variazione ≤ 0,008 mm), evitando inceppamenti o allentamenti di albero/tubo.
Misurazione del foro interno post-stampaggio (tramite calibri a tampone di precisione) per verificare l'adattamento: il tasso di difetti per i collari di precisione è mantenuto al di sotto dello 0,2%, fondamentale per macchinari o applicazioni automobilistiche in cui la precisione dell'adattamento influisce sulla sicurezza.
Prestazioni strutturali e protettive:
Test di carico assiale (per collari di arresto meccanici) per verificare che resistano a un carico nominale pari a 1,5 volte senza deformazioni: previene il cedimento del collare e lo spostamento dei componenti durante il funzionamento.
Test di isolamento/resistenza chimica (per collari per tubi) per garantire la conformità agli standard di settore (ad esempio, ASTM D2240 per la durezza, ISO 10366 per la resistenza chimica): garantisce la protezione a lungo termine dei componenti sottostanti.
Produzione efficiente:
Gli stampi multi-cavità (32-64 cavità per collari piccoli, ad esempio collari distanziatori elettronici) massimizzano la produzione: la produzione giornaliera raggiunge 80.000-120.000 componenti, soddisfacendo la domanda di volumi elevati per l'industria automobilistica o elettronica.
Smistamento automatizzato e ispezione del foro interno: riducono i costi di manodopera e garantiscono che solo i collari con precisione di adattamento qualificata entrino nel processo successivo.
Ottimizzazione dei costi:
I sistemi a canali caldi riducono gli sprechi di materiale, soprattutto per materiali ad alto costo come PA66+GF o POM, riducendo il costo unitario del 12–18% per ordini di grandi dimensioni (oltre 100.000 collari).
Lo stampaggio integrato di spallamenti a gradini, fori per viti o fessure divise elimina la post-elaborazione (ad esempio foratura secondaria o scanalatura), riducendo tempi e costi di produzione.
4. I nostri servizi: oltre gli stampi: collari e assemblaggio in plastica
Forniamo soluzioni end-to-end per la produzione di collari in plastica, non solo stampi:
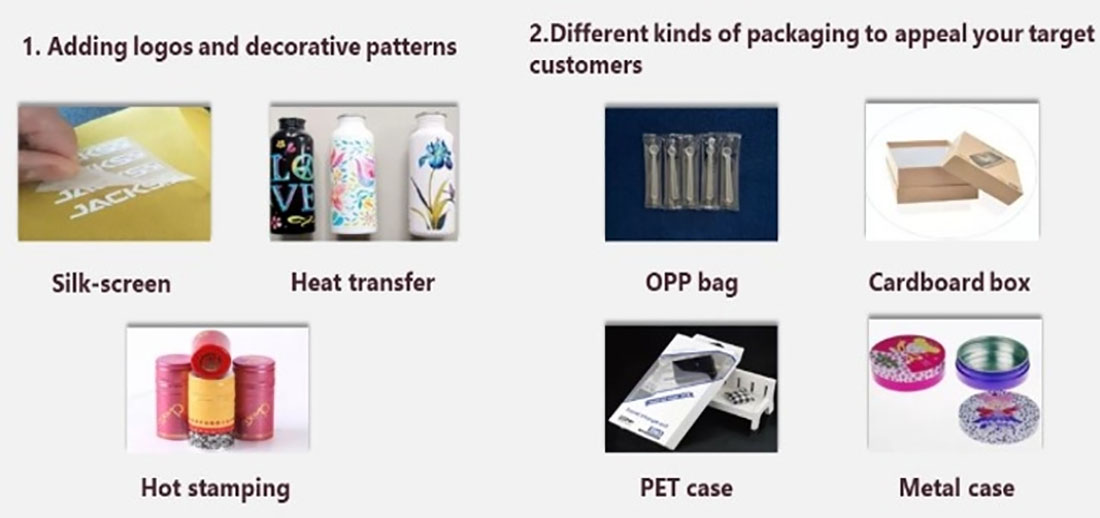
Produzione di collari in plastica: produce collari personalizzati di varie dimensioni (diametro interno 3–50 mm, diametro esterno 8–80 mm, altezza 2–20 mm), design (solido, diviso, a gradini) e specifiche (personalizzate in base alle dimensioni dell'albero/tubo). Supporta colori personalizzati (codici RAL/Pantone) e trattamenti superficiali (rivestimento anticorrosione per collari industriali, rivestimento antistatico per collari elettronici).
Assemblaggio a valore aggiunto: servizi di assemblaggio opzionali per sottogruppi di collari, ad esempio fissaggio di O-ring in gomma (per sigillare i collari dei tubi), assemblaggio di set di collari con viti di bloccaggio (per collari per alberi meccanici) o integrazione dell'isolamento in schiuma (per la protezione termica dei tubi). Fornisce sottogruppi pronti per l'installazione, risparmiando tempo di produzione.
Supporto per la progettazione personalizzata: offerta di progettazione di stampi 3D e prototipazione rapida (tramite stampaggio a iniezione o lavorazione CNC). Siamo in grado di produrre 30-50 prototipi di collari in 2-3 giorni per testare l'adattamento del foro interno, la resistenza al carico assiale e la comodità di installazione, ottimizzando la progettazione dello stampo prima della produzione in serie. Rinforzato con fibra di vetro per migliorare la resistenza alla trazione (fino a 60 MPa) e ridurre il restringimento (1,0–1,5%): adatto per parti in ABS portanti che richiedono precisione dimensionale.
ABS ultra lucido: adatto per parti estetiche (ad es. packaging cosmetico, pannelli di dispositivi audio). Presenta una finitura superficiale lucida (non è necessaria la post-elaborazione): sfrutta la capacità dell'ABS di mantenere un'elevata brillantezza, ideale per beni di consumo in cui l'aspetto è fondamentale.
3. Processo di stampaggio ad iniezione ABS: ottimizzato per le prestazioni
Il nostro processo di iniezione è ottimizzato per massimizzare le proprietà dell’ABS, con vantaggi chiave:
Precisione e coerenza:
Controllo della temperatura di fusione (220–260°C) per garantire che l'ABS scorra in modo uniforme ed evita residui di freddo o segni di bruciatura.
La pressione di iniezione (70–100 MPa) calibrata per la viscosità dell'ABS garantisce il riempimento completo della cavità senza stress eccessivo (che può causare deformazione della parte).
Controllo della tolleranza dimensionale (±0,03 mm per parti di piccole dimensioni) tramite macchine servoassistite, fondamentali per i componenti ABS che richiedono accoppiamenti stretti (ad esempio connettori elettronici).
Qualità della superficie:
Lucidatura della cavità dello stampo (Ra ≤0,2μm per parti altamente lucide) per eliminare i difetti: l'eccellente riproduzione della superficie dell'ABS garantisce l'assenza di imperfezioni visibili.
Riduzione della linea di saldatura (tramite il posizionamento del punto di iniezione e l'ottimizzazione della temperatura di fusione): migliora la resistenza e l'aspetto delle parti in ABS con geometrie complesse.
Efficienza:
Ottimizzazione del tempo di ciclo (20–40 secondi per parte) tramite raffreddamento mirato: bilancia la velocità di produzione con i requisiti di raffreddamento dell'ABS.
Stampi multi-cavità (8-32 cavità per piccole parti, ad esempio bottoni) per aumentare la produzione: il buon flusso dell'ABS supporta un riempimento uniforme su più cavità, con una produzione giornaliera fino a 50.000 parti per progetti standard.
Rapporto costo-efficacia:
I sistemi a canali caldi riducono gli sprechi di materiale (15–20%): minimizzano gli scarti provenienti dai canali freddi, abbassando i costi unitari per le parti in ABS ad alto volume.
Lo stampaggio integrato delle caratteristiche (ad esempio, nervature, sporgenze) elimina la post-elaborazione, riduce i costi di manodopera e garantisce una qualità costante.
4. I nostri servizi: oltre gli stampi: componenti e assemblaggio ABS
Forniamo soluzioni end-to-end per la produzione di ABS, su misura per le vostre esigenze:
Produzione di componenti ABS: produzione di parti ABS personalizzate in dimensioni (da 5×5 mm a 500×300 mm), forme (geometrie complesse, pareti sottili fino a 0,8 mm) e finiture (lucide, opache, testurizzate). Supporta la corrispondenza dei colori (codici RAL/Pantone) e la post-elaborazione (verniciatura, placcatura, stampa) per migliorare l'aspetto estetico dell'ABS.
Assemblaggio a valore aggiunto: servizi di assemblaggio opzionali per sottoassiemi in ABS, come il fissaggio di inserti metallici (per resistenza), l'incollaggio di parti in ABS con adesivi o l'integrazione di componenti non ABS (ad esempio guarnizioni in gomma, moduli elettronici). Fornisce sottogruppi pronti per l'integrazione, risparmiando tempo di produzione.
Supporto per la progettazione personalizzata: offerta di progettazione di stampi 3D e prototipazione ABS (tramite lavorazione CNC o stampaggio a iniezione). Produciamo 10-50 prototipi in 3-5 giorni per testare le prestazioni dell'ABS (resistenza agli urti, adattamento) e ottimizzare la progettazione dello stampo prima della produzione in serie.
Siamo produttori di stampi in plastica e possiamo fornire servizi di stampi personalizzati, possiamo realizzare stampi a iniezione, stampi per soffiaggio, stampi rotazionali e stampi per pressofusione.
Per stampi a iniezione personalizzati, possiamo fornire servizi professionali di stampaggio a iniezione personalizzati. Di solito, la produzione di stampi per iniezione di plastica Gli stampi vengono realizzati utilizzando la tecnologia dello stampaggio a iniezione. I materiali dello stampo per stampi a iniezione possono essere scelti tra P20, 718, S136, H13 e così via. Il materiale dello stampo riflette la durata dello stampo e i requisiti del materiale del prodotto.
Per le parti che richiedono la produzione di soffiaggio, possiamo anche fornire servizi professionali di soffiaggio personalizzati.
|
Nome del prodotto |
Stampo per collari in plastica
|
|
Si prega di fornire |
2D, 3D, campioni o dimensioni di le immagini multi-angolo |
|
Tempo di muffa |
20-35 giorni |
|
Tempo del prodotto |
7-15 giorni |
|
Precisione dello stampo |
+/-0,01 mm |
|
Vita della muffa |
50-100 milioni di colpi |
|
Processo di produzione |
Disegni di audit: analisi del flusso dello stampo - validazione del progetto - Materiali personalizzati - lavorazione stampi - lavorazione anime - lavorazione elettrodi - Sistema Runner lavorazione - lavorazione e approvvigionamento di pezzi - accettazione della lavorazione - cavità processo di trattamento superficiale - modalità complessa Die - L'intero rivestimento superficiale dello stampo - piastra di montaggio - campione dello stampo - prova campione - invio campioni |
|
Cavità dello stampo |
Una cavità, multi-cavità o uguale prodotti diversi possono essere realizzati insieme |
|
Materiale dello stampo |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Sistema di corridori |
Canale caldo e canale freddo |
|
Materiale di base |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Fine |
Snocciolando la parola, finitura a specchio, superficie opaca, strie |
|
Standard |
HASCO, DME o dipendenti da |
|
Tecnologia principale |
Fresatura, rettifica, CNC, elettroerosione, filo taglio, intaglio, elettroerosione, torni, finitura superficiale, ecc. |
|
Software |
CAD,PRO-E,UG Tempo di progettazione: 1-3 giorni (circostanze normali) |
|
Materiale del prodotto |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Sistema di qualità |
ISO9001:2008 |
|
Stabilisci il tempo |
20 giorni |
|
Attrezzatura |
CNC, elettroerosione, taglio Macchina, macchinari per la plastica, ecc. Stampo per valigie in plastica Zhe Jiang |
Produzione di stampi per iniezione plastica. Realizzazione di stampi per iniezione
1. Comunichiamo la progettazione del prodotto in base ai campioni/disegni e alle vostre esigenze.
2.Dopo aver confermato la progettazione del prodotto, eseguiamo la progettazione dello stampo, forniamo tutti i tipi di stampi a iniezione, stampi per soffiaggio, stampi in silicone, servizi di stampi per pressofusione.
3.Approvvigionamento di materiali, taglio dell'acciaio e strumenti di base per stampi.
4.Assemblaggio dello stampo
5. Ispezione dello stampo, monitoraggio e controllo della lavorazione dello stampo.
6. Ti informeremo sulla data della prova dello stampo e ti invieremo il rapporto di ispezione del campione e i parametri di iniezione insieme al campione.
7.Le vostre istruzioni e conferma della spedizione.
8.Preparare lo stampo prima dell'imballaggio.
Specifiche dello stampaggio per la produzione di stampi per iniezione plastica
1. Produttore professionale, progettazione, produzione di stampi ad iniezione e controllo di qualità dello stampo per stampaggio
2. ricca esperienza di esportazione di stampi ad iniezione plastica e stampi per stampaggio
3. Prezzo ragionevole dello stampo di progettazione
4. Cavità: cavità singola o secondo le vostre esigenze
5. Trattamento: pretrattamento S45C>25 Hrc e nitrurazione
6. Acciaio per stampi: cavità, nucleo e scivolo: P20, 2738,2136 disponibili Base stampo: LKM disponibile
7. Standard: DEM, HUSKY, disponibile
8. Canale caldo: secondo la vostra richiesta
9. Durata: >300 mila volte
10. Confezione: custodia in compensato, vernice antiruggine

Progettazione dello stampo:
Informazioni che devi fornirci
1. Se disponi di disegni, disegni 2D, disegni 3D (preferibilmente in formato STEP).
2. Se non sono presenti disegni, è necessario fornire informazioni specifiche su lunghezza, larghezza, altezza e peso. (È meglio inviarci campioni)
3. Se lo stampo viene inviato nel tuo paese o lascia lo stampo nella nostra fabbrica e ti aiuteremo a produrre il prodotto.
4. Requisiti del materiale dello stampo, requisiti del numero di cavità (puoi dirci le dimensioni della tua macchina per lo stampaggio a iniezione)
5. Requisiti materiali del prodotto e quantità del prodotto. (Puoi parlarci dell'uso del prodotto e noi possiamo darti suggerimenti)

Processo di transazione:

Test dello stampo:
Una volta completato lo stampo, eseguo una prova stampo. Di solito ci vogliono circa 3-5 giorni per essere completato. Dobbiamo assemblare lo stampo, regolare i dati di pressione della macchina e provare la produzione. Dobbiamo verificare se ci sono problemi durante la normale produzione dello stampo ed apportare modifiche.


Confezione del prodotto
Imballaggio secondo le vostre esigenze
1. Per via aerea, ci vogliono 3-7 giorni per la consegna. La merce può essere spedita tramite DHL, Fedex, UPS.
2. Via mare, i tempi di consegna dipendono dal porto.
Per i paesi del sud-est asiatico occorrono circa 5-12 giorni
Per i paesi del Medio Oriente ci vogliono circa 18-25 giorni
Per i paesi europei ci vogliono circa 20-28 giorni
Per i paesi americani ci vogliono circa 28-35 giorni
In Australia ci vogliono circa 10-15 giorni
Per i paesi africani ci vogliono circa 30-35 giorni.

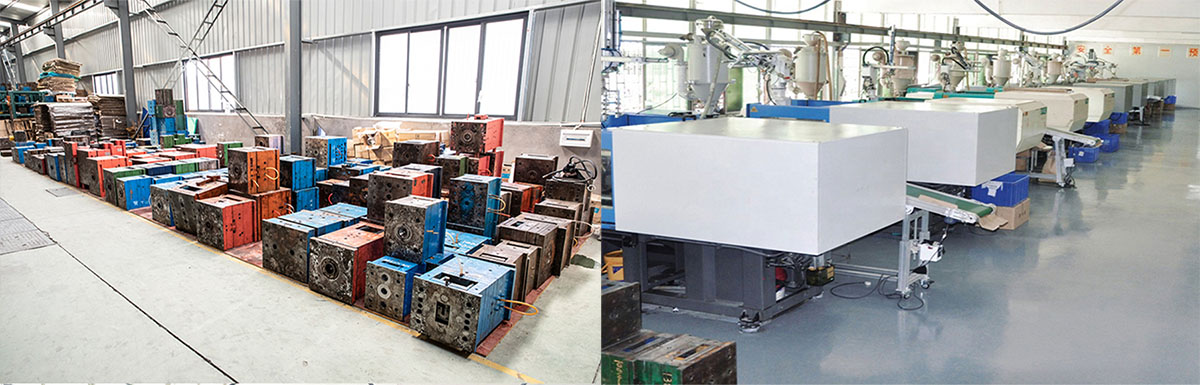
Fabbrica
Video-1: (Video di fabbrica)
Video-2: (Stampaggio ad iniezione)
Video-3: (Soffiaggio)
Video-4: (Soffiaggio)
Video-5: (Stampaggio a rulli)








La soddisfazione del cliente è il nostro obiettivo più importante. Ci concentriamo sulla comunicazione e sulla cooperazione con i nostri clienti, prestiamo sempre attenzione alle loro esigenze e forniamo una risposta rapida e un servizio clienti di qualità. La nostra fabbrica di stampi per la produzione di iniezione si impegna a stabilire relazioni a lungo termine e a garantire che i nostri clienti ricevano il miglior servizio post-vendita durante l'acquisto e l'utilizzo dei nostri prodotti e faremo sicuramente del nostro meglio per risolvere eventuali problemi per i nostri clienti.

Domande frequenti
1. Chi siamo?
La nostra sede è a Zhejiang, in Cina, a partire dal 2014, vendiamo in Nord America (30,00%), Europa meridionale (10,00%), Nord.
Europa (10,00%), America Centrale (10,00%), Europa occidentale (10,00%), Medio Oriente (10,00%), Europa orientale (10,00%), Sud America (10,00%). Ci sono in totale circa 51-100 persone nel nostro ufficio.
2. Come possiamo garantire la qualità?
Sempre un campione di pre-produzione prima della produzione di massa;
Sempre ispezione finale prima della spedizione.
3. Cosa puoi acquistare da noi?
Stampo, prodotto in plastica, prodotto in metallo, prodotto dentale, lavorazione CNC.
4. Perché dovresti acquistare da noi e non da altri fornitori?
Ningbo P&M Plastic Metal Product Co., Ltd. Facciamo principalmente tutti i tipi di progettazione 3D, stampa 3D e utensili e prodotti per stampi in plastica metallica. Abbiamo il nostro ingegnere e la nostra fabbrica. Fornitura unica: progettazione 3D - stampa 3D - realizzazione stampi - iniezione plastica.
5. Quali servizi possiamo fornire?
Termini di consegna accettati: FOB,CFR,CIF,EXW,FCA,DDP,DDU;
Valuta di pagamento accettata: USD, EUR;
Tipo di pagamento accettato: T/T,L/C,PayPal,Western Union,impegno;
Lingua parlata: inglese, cinese, spagnolo, francese, russo.
6. Quali sono le caratteristiche del vostro servizio?
1. La tua richiesta relativa ai nostri prodotti o prezzi riceverà risposta entro 24 ore.
2. Personale ben preparato ed esperto per rispondere a tutte le vostre richieste in un inglese fluente.
3. Offrire il supporto per risolvere il problema durante la richiesta o il periodo di vendita.
4. Prezzi competitivi basati sulla stessa qualità.
5. Garantire la qualità dei campioni come la qualità della produzione di massa.
Tag caldi: Soluzione di stampaggio a tolleranza stretta, Cina, produttore, fornitore, fabbrica, personalizzato, commercio all'ingrosso, acquisto, qualità, ultime vendite, prodotto in Cina
Categoria correlata
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








