

Casa
>
Prodotto > Servizio di personalizzazione principale > Stampo personalizzato > Servizi di prodotti in plastica ODM
Prodotto
- Servizio di personalizzazione principale
- Assistenza sanitaria
- Attrezzature sanitarie domestiche
- Prodotti per massaggi salutari per uso domestico
- Attrezzature mediche per la riabilitazione domestica
- Attrezzature per l'assistenza domiciliare
- Attrezzatura medica della casa dell'ospedale
- Attrezzatura medica commerciale dell'ospedale
- Nuovi dispositivi medici
- Forniture veterinarie
- Apparecchi e strumenti elettronici
- Stampi per forniture materne e infantili
- Sport ricreativi
- Arte dell'arredamento della casa
- Accessori per auto
- Trasporti e magazzinaggio
- Apparecchi di illuminazione
- Attrezzature per l'edilizia
- Prodotto da imballaggio
- Didattica e laboratori
- Abbigliamento Bagagli Accessori
- Prodotti per la cura e la pulizia
- Agricoltura e silvicoltura
- Attrezzatura meccanica
- Forniture per animali domestici
- Stoviglie









Servizi di prodotti in plastica ODM
Ningbo (P&M) Plastic Hardware Products Co. vanta 15 anni di tecnologia nella produzione di stampi per servizi di prodotti in plastica ODM personalizzati. Disponiamo di certificati ISO 9001. Forniamo un servizio professionale di stampi personalizzati e siamo produttori professionali di stampi in plastica. Abbiamo sufficiente esperienza nella selezione delle materie prime del prodotto e nella selezione dei materiali per gli stampi. Conosciamo bene le proprietà dei vari materiali e i vantaggi e gli svantaggi della progettazione degli stampi. Raccomanderemo materiali adatti e consulenza di progettazione professionale per i nostri clienti.
Invia richiesta
Descrizione del prodotto
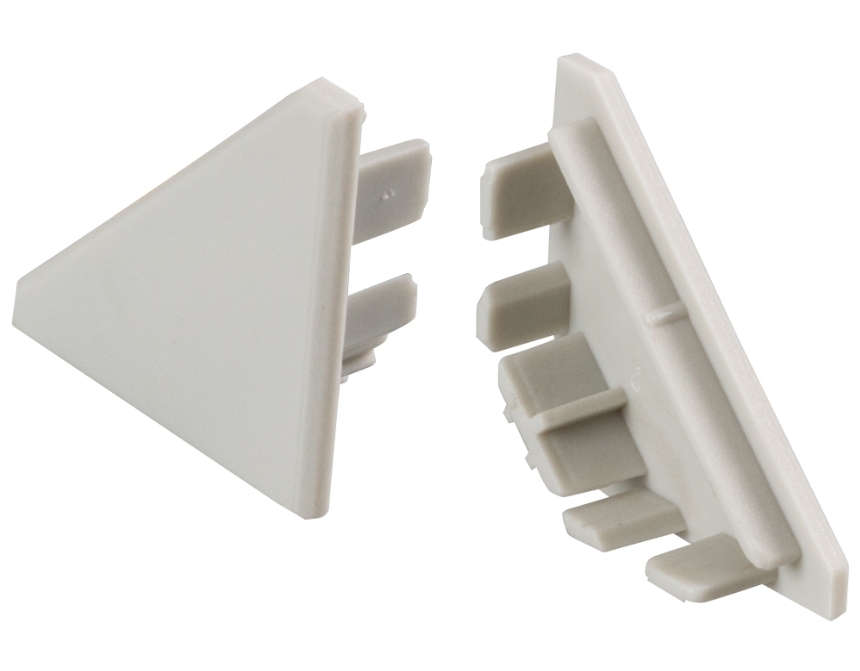
Siamo specializzati nello sviluppo di servizi di prodotti in plastica ODM personalizzati, nella produzione di componenti in plastica ABS e nei servizi di assemblaggio opzionali, non nel commercio di prodotti finiti. I nostri stampi sono progettati per massimizzare le prestazioni dell'ABS (acrilonitrile butadiene stirene), con strutture su misura ottimizzate per la fluidità, la rigidità e la finitura superficiale dell'ABS, fornendo parti in ABS di alta qualità per l'elettronica, gli elettrodomestici, gli interni automobilistici e i beni di consumo.
1. Strutture di stampi personalizzati: adattate alle caratteristiche di stampaggio dell'ABS
Le proprietà equilibrate dell'ABS (buon flusso, ritiro moderato, elevata rigidità) richiedono stampi che ne migliorino le caratteristiche evitando problemi comuni (ad esempio segni di avvallamento, linee di saldatura). Le nostre strutture di stampi personalizzati rispondono a queste esigenze:
Cavità e nucleo: lavorato tramite lavorazione CNC ad alta precisione (tolleranza fino a ±0,02 mm) per sfruttare l'eccellente riproduzione dei dettagli dell'ABS. Le caratteristiche includono:
Finiture superficiali lisce (Ra ≤0,4μm) per replicare parti in ABS lucide o strutturate (ad esempio, custodie di telefoni, pannelli di elettrodomestici).
Design delle nervature di rinforzo (spessore 1/3–1/2 della parete di base, distanziate 2–3 volte l'altezza della parete) per prevenire segni di avvallamento, fondamentali per il ritiro moderato dell'ABS (1,5–2,5%).
Angoli di sformo (1–3° per superfici verticali) per garantire una facile sformatura, poiché la rigidità dell'ABS può causare incollaggi se gli angoli sono insufficienti.
Sistema di iniezione: ottimizzato per il comportamento del flusso dell'ABS (viscosità del fuso media). Le opzioni includono:
Cancelli sui bordi (per parti di piccole e medie dimensioni, ad esempio connettori elettronici) per ridurre al minimo le linee di saldatura: il componente butadiene dell'ABS può indebolire le saldature se i percorsi del flusso non sono uniformi.
Sistemi a canali caldi (per parti di grandi dimensioni o con più cavità, ad esempio rivestimenti interni di automobili) per mantenere una temperatura di fusione costante, riducendo lo spreco di materiale del 15-20% e garantendo una densità uniforme delle parti.
Sistema di raffreddamento: progettato per controllare la velocità di raffreddamento dell'ABS (fondamentale per la stabilità dimensionale). Caratteristiche principali:
Canali di raffreddamento uniformi (distanziati di 8-12 mm l'uno dall'altro) per evitare un restringimento irregolare: prevengono la deformazione delle parti in ABS di grandi dimensioni (ad esempio, i pannelli posteriori della TV).
Raffreddamento mirato per aree ispessite (ad esempio strutture di sporgenze) per ridurre il tempo di ciclo del 25-30%: la conduttività termica dell'ABS (0,19 W/m·K) richiede un'efficiente dissipazione del calore per evitare un raffreddamento prolungato.
Sistema di espulsione: calibrato per la rigidità dell'ABS per prevenire danni alle parti:
Perni di espulsione (disposti in aree non visibili) con punte arrotondate per evitare di segnare la superficie dura dell'ABS.
Piastre estrattore (per parti piatte di grandi dimensioni) per distribuire uniformemente la forza di espulsione: prevengono la rottura dei componenti rigidi in ABS.
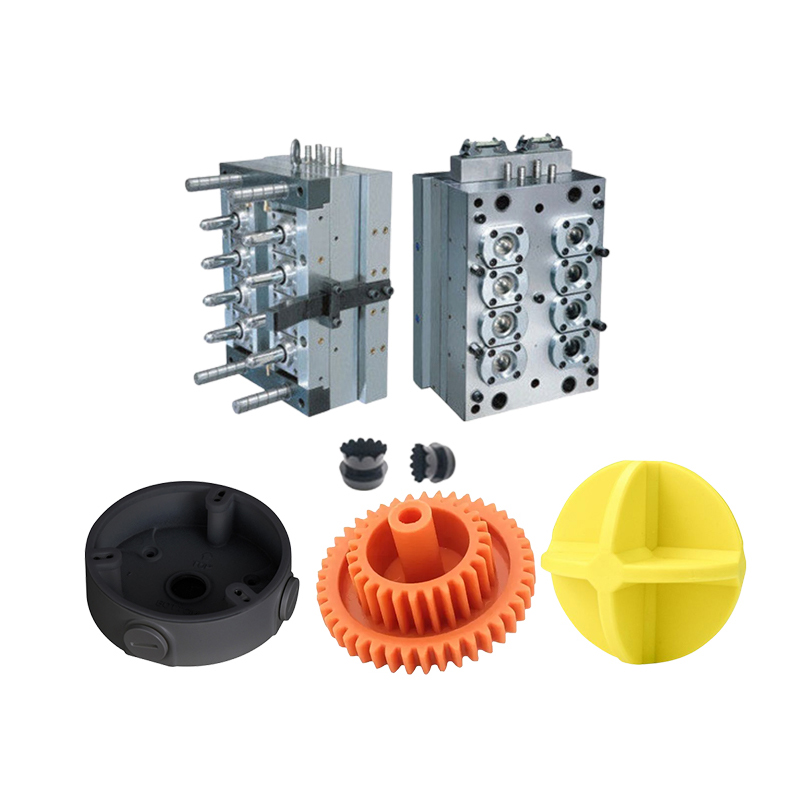
2. Varianti di materiali ABS e loro applicazioni
L'ABS è disponibile in gradi modificati per soddisfare esigenze specifiche: selezioniamo la variante ABS giusta in base alla funzione e all'ambiente del componente:
ABS per uso generale (GP-ABS): ideale per beni di consumo (ad esempio, parti di giocattoli, alloggiamenti di elettrodomestici). Offre resistenza agli urti bilanciata (10–15 kJ/m²), rigidità (Shore D 75–80) e rapporto costo-efficacia, adatto per applicazioni con sollecitazioni da basse a medie.
ABS ad alto impatto (HI-ABS): utilizzato per parti durevoli (ad esempio, involucri di laptop, maniglie di utensili). Modificato con butadiene extra per aumentare la resistenza agli urti (20–30 kJ/m²): resiste a cadute e urti senza rompersi, ideale per dispositivi portatili.
ABS ignifugo (FR-ABS): perfetto per componenti elettronici (ad esempio, involucri di PCB, alloggiamenti di alimentatori). Conforme agli standard UL94 V-0: previene la propagazione delle fiamme nelle applicazioni elettriche, mantenendo l'integrità strutturale ad alte temperature (fino a 100°C).
ABS caricato a vetro (GF-ABS, 10–30% GF): ottimo per parti strutturali (ad esempio, staffe interne di automobili, componenti di macchine industriali). Rinforzato con fibra di vetro per migliorare la resistenza alla trazione (fino a 60 MPa) e ridurre il restringimento (1,0–1,5%): adatto per parti in ABS portanti che richiedono precisione dimensionale.
ABS ultra lucido: adatto per parti estetiche (ad es. packaging cosmetico, pannelli di dispositivi audio). Presenta una finitura superficiale lucida (non è necessaria la post-elaborazione): sfrutta la capacità dell'ABS di mantenere un'elevata brillantezza, ideale per beni di consumo in cui l'aspetto è fondamentale.
3. Processo di assistenza per prodotti in plastica ODM: ottimizzato per le prestazioni
Il nostro processo di iniezione è ottimizzato per massimizzare le proprietà dell’ABS, con vantaggi chiave:
Precisione e coerenza:
Controllo della temperatura di fusione (220–260°C) per garantire che l'ABS scorra in modo uniforme ed evita residui di freddo o segni di bruciatura.
La pressione di iniezione (70–100 MPa) calibrata per la viscosità dell'ABS garantisce il riempimento completo della cavità senza stress eccessivo (che può causare deformazione della parte).
Controllo della tolleranza dimensionale (±0,03 mm per parti di piccole dimensioni) tramite macchine servoassistite, fondamentali per i componenti ABS che richiedono accoppiamenti stretti (ad esempio connettori elettronici).
Qualità della superficie:
Lucidatura della cavità dello stampo (Ra ≤0,2μm per parti altamente lucide) per eliminare i difetti: l'eccellente riproduzione della superficie dell'ABS garantisce l'assenza di imperfezioni visibili.
Riduzione della linea di saldatura (tramite il posizionamento del punto di iniezione e l'ottimizzazione della temperatura di fusione): migliora la resistenza e l'aspetto delle parti in ABS con geometrie complesse.
Efficienza:
Ottimizzazione del tempo di ciclo (20–40 secondi per parte) tramite raffreddamento mirato: bilancia la velocità di produzione con i requisiti di raffreddamento dell'ABS.
Stampi multi-cavità (8-32 cavità per piccole parti, ad esempio bottoni) per aumentare la produzione: il buon flusso dell'ABS supporta un riempimento uniforme su più cavità, con una produzione giornaliera fino a 50.000 parti per progetti standard.
Rapporto costo-efficacia:
I sistemi a canali caldi riducono gli sprechi di materiale (15–20%): minimizzano gli scarti provenienti dai canali freddi, abbassando i costi unitari per le parti in ABS ad alto volume.
Lo stampaggio integrato delle caratteristiche (ad esempio, nervature, sporgenze) elimina la post-elaborazione, riduce i costi di manodopera e garantisce una qualità costante.
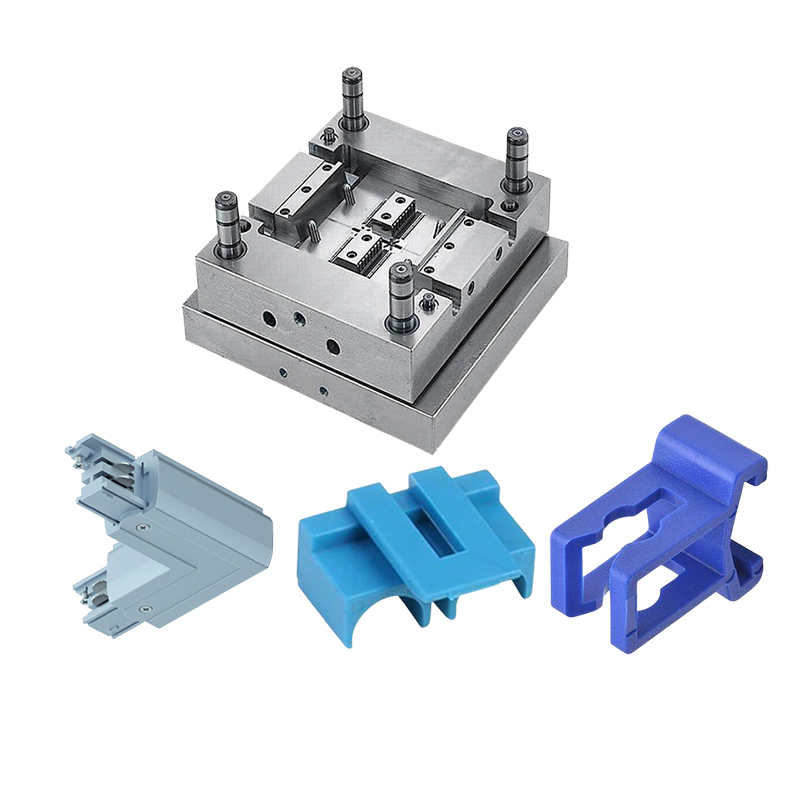
4. I nostri servizi: oltre gli stampi: componenti e assemblaggio ABS
Forniamo soluzioni end-to-end per la produzione di ABS, su misura per le vostre esigenze:
Produzione di componenti ABS: produzione di parti ABS personalizzate in dimensioni (da 5×5 mm a 500×300 mm), forme (geometrie complesse, pareti sottili fino a 0,8 mm) e finiture (lucide, opache, testurizzate). Supporta la corrispondenza dei colori (codici RAL/Pantone) e la post-elaborazione (verniciatura, placcatura, stampa) per migliorare l'aspetto estetico dell'ABS.
Assemblaggio a valore aggiunto: servizi di assemblaggio opzionali per sottoassiemi in ABS, come il fissaggio di inserti metallici (per resistenza), l'incollaggio di parti in ABS con adesivi o l'integrazione di componenti non ABS (ad esempio guarnizioni in gomma, moduli elettronici). Fornisce sottogruppi pronti per l'integrazione, risparmiando tempo di produzione.
Supporto per la progettazione personalizzata: offerta di progettazione di stampi 3D e prototipazione ABS (tramite lavorazione CNC o stampaggio a iniezione). Produciamo 10-50 prototipi in 3-5 giorni per testare le prestazioni dell'ABS (resistenza agli urti, adattamento) e ottimizzare la progettazione dello stampo prima della produzione in serie.




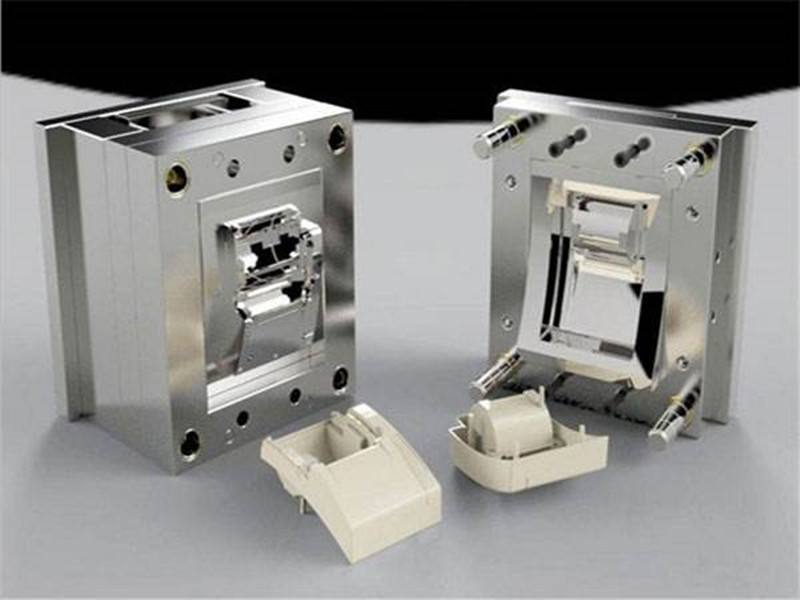
Preparazione dello stampo
Progettazione dello stampo: la superficie della cavità deve essere lucidata a specchio (lucidatura con pasta diamantata n. 10000 o superiore). Eventuali piccoli graffi verranno replicati sulla superficie della parte. I corridori e i cancelli devono essere lisci, privi di punti di ristagno e ridurre al minimo i segni di saldatura.
Pulizia dello stampo: prima di chiudere lo stampo, la cavità deve essere pulita accuratamente con un panno privo di polvere, alcool ad alta purezza o un detergente per stampi dedicato. Qualsiasi traccia di polvere, olio, umidità o residui dello stampo precedente può causare difetti fatali.
Termoregolatore dello stampo (controllo della temperatura dello stampo): preparato per preriscaldare e mantenere lo stampo alla temperatura ottimale (tipicamente 60-80°C).
Fase 2: Ciclo di stampaggio a iniezione (controllo fine)
I parametri di processo sono impostati in base ai principi "delicato e uniforme", evitando operazioni gravose che potrebbero causare decomposizione o stress del materiale.
1. Chiusura dello stampo
Lo stampo è bloccato ad alta pressione.
2. Pressione di iniezione e mantenimento
Temperatura del cilindro: il PMMA ha un intervallo ristretto di temperature di lavorazione, generalmente impostato tra 210 e 270°C.
Una temperatura troppo bassa: la fusione ha scarsa fluidità, con conseguente riempimento incompleto, segni di flusso sulla superficie e linee di saldatura evidenti.
Una temperatura troppo elevata (superiore a 280°C): il materiale potrebbe decomporsi, potrebbero verificarsi ingiallimenti, bolle e macchie nere.
Velocità di iniezione: si consigliano velocità di iniezione da medie a basse.
Elevate velocità di iniezione possono facilmente causare un elevato stress di taglio, portando al surriscaldamento di taglio, alla decomposizione localizzata del materiale (producendo granelli neri) e al trascinamento di gas.
Le velocità di iniezione lente facilitano il degasaggio, riducendo le bolle e le striature argentate, ma possono anche rendere più evidenti le linee di saldatura. La ricerca di un equilibrio dipende dalla struttura del prodotto. Solitamente viene utilizzato lo stampaggio a iniezione multistadio, con velocità di riempimento lente nelle aree a pareti spesse per facilitare il degasaggio e velocità di iniezione elevate nelle aree a pareti sottili.
Pressione di mantenimento: utilizzare pressioni di mantenimento medio-basse e tempi di mantenimento brevi. Pressioni di tenuta eccessivamente elevate e tempi di tenuta prolungati possono generare notevoli tensioni interne, rendendo il prodotto suscettibile di stress cracking durante l'uso successivo. Lo scopo principale del mantenimento della pressione è compensare il restringimento, non compattare il prodotto.
3. Raffreddamento
Temperatura dello stampo: è fondamentale e generalmente dovrebbe essere mantenuta tra 60 e 80°C.
Se la temperatura dello stampo è troppo bassa, la massa fusa si raffredda rapidamente al contatto con la parete fredda dello stampo, "congelando" le catene molecolari. Ciò si traduce in un flusso scarso, linee di saldatura deboli e uno stress interno estremamente elevato nel prodotto.
Se la temperatura dello stampo è troppo elevata, il tempo di raffreddamento è prolungato, l'efficienza produttiva è bassa ed è probabile che si verifichi un'adesione dello stampo.
Tempo di raffreddamento: assicurarsi che il prodotto sia completamente raffreddato e formato per evitare deformazioni durante l'espulsione.
4. Apertura ed espulsione dello stampo
Il PMMA è un materiale fragile con un'elevata durezza superficiale. Il sistema di espulsione deve essere bilanciato ed uniforme.
Evitare l'uso di perni di espulsione affilati. Si consiglia di utilizzare espulsori ad ampia area (estrattori), blocchi di spinta o espulsione assistita da gas per evitare macchie bianche, crepe e segni evidenti di espulsione.
Fase 3: post-elaborazione e ispezione
Rimozione del cancello: tagliare o perforare con attenzione il cancello e le guide. Le aree rifilate devono essere levigate e lucidate per ripristinare la trasparenza e l'estetica.
Ricottura (alleviamento dello stress - altamente raccomandato)
Scopo: eliminare le tensioni interne generate durante il processo di stampaggio a iniezione, migliorare significativamente la resistenza chimica del prodotto (in particolare la resistenza ai solventi) e la stabilità dimensionale e prevenire future fessurazioni da stress.
Procedimento: posizionare il prodotto in un forno a circolazione d'aria, riscaldarlo lentamente a 70-80°C (10-20°C al di sotto della temperatura di distorsione del calore), mantenerlo lì per 2-4 ore, quindi raffreddarlo lentamente a temperatura ambiente. Il riscaldamento e il raffreddamento rapidi introdurranno nuovi stress.
Trattamento superficiale (opzionale):
Lucidatura: i prodotti con piccole imperfezioni superficiali o segni di colata vengono lucidati per ripristinare una finitura a specchio.
Rivestimento duro: a volte viene eseguito l'indurimento a spruzzo per migliorare la resistenza ai graffi della superficie.
Ispezione e imballaggio completi
Ispezione dell'aspetto: l'ispezione al 100% viene condotta sotto una luce di ispezione retroilluminata, controllando attentamente eventuali difetti come striature argentate, bolle, punti neri, graffi, restringimenti, segni di saldatura e impurità.
Ispezione dimensionale: utilizzare calibri, proiettori e altri strumenti per ispezionare le dimensioni critiche.
Ispezione delle prestazioni: test quali trasmissione della luce e foschia.
Imballaggio: isolare e imballare singolarmente gli articoli utilizzando materiali morbidi (come sacchetti in PE, cuscinetti in schiuma o intercalari di carta) per evitare graffi. Gli operatori devono indossare i guanti.
Siamo un produttore di stampaggio a iniezione di pmma, che fornisce produzione di stampaggio a iniezione di pmma di alta qualità. Se desideri personalizzare/sviluppare prodotti per stampaggio a iniezione pmma, puoi trovarci. Disponiamo di una progettazione professionale di stampi a iniezione e di una tecnologia di produzione matura, che vi fornisce un servizio completo, dalla progettazione del prodotto, alla realizzazione di stampi, alla produzione del prodotto, all'imballaggio del prodotto, al trasporto del prodotto, possiamo aiutarvi in ogni collegamento. Finché verrai da noi, ti forniremo il massimo servizio e ti soddisferemo in termini di qualità del prodotto, tempi di produzione, dialogo informativo, ecc.
|
Nome del prodotto |
Servizi di prodotti in plastica ODM |
|
Si prega di fornire |
2D, 3D, campioni o dimensioni di le immagini multi-angolo |
|
Tempo di muffa |
20-35 giorni |
|
Tempo del prodotto |
7-15 giorni |
|
Precisione dello stampo |
+/-0,01 mm |
|
Vita della muffa |
50-100 milioni di colpi |
|
Processo di produzione |
Disegni di audit: analisi del flusso dello stampo - validazione del progetto - Materiali personalizzati - lavorazione stampi - lavorazione anime - lavorazione elettrodi - Sistema Runner lavorazione - lavorazione e approvvigionamento di pezzi - accettazione della lavorazione - cavità processo di trattamento superficiale - modalità complessa Die - L'intero rivestimento superficiale dello stampo - piastra di montaggio - campione dello stampo - prova campione - invio campioni |
|
Cavità dello stampo |
Una cavità, multi-cavità o uguale prodotti diversi possono essere realizzati insieme |
|
Materiale dello stampo |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Sistema di corridori |
Canale caldo e canale freddo |
|
Materiale di base |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Fine |
Snocciolando la parola, finitura a specchio, superficie opaca, strie |
|
Standard |
HASCO, DME o dipendenti da |
|
Tecnologia principale |
Fresatura, rettifica, CNC, elettroerosione, filo taglio, intaglio, elettroerosione, torni, finitura superficiale, ecc. |
|
Software |
CAD,PRO-E,UG Tempo di progettazione: 1-3 giorni (circostanze normali) |
|
Materiale del prodotto |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Sistema di qualità |
ISO9001:2008 |
|
Stabilisci il tempo |
20 giorni |
|
Attrezzatura |
CNC, elettroerosione, taglio Macchina, macchinari per la plastica, ecc. Stampo per valigie in plastica Zhe Jiang |


Realizzazione di stampi per iniezione plastica

Specifiche dello stampaggio della plastica

Progettazione dello stampo:



Processo di transazione:

Test della muffa:


Confezione del prodotto

Fabbrica
Siamo una fabbrica di stampi in plastica personalizzata. La nostra fabbrica è produttrice di stampi per iniezione plastica. abbiamo 17 anni di esperienza nello stampo in plastica personalizzato professionale e 10 anni di esperienza nel commercio estero. Siamo fornitori di stampi in plastica personalizzati. Siamo in grado di fornire un servizio personalizzato di stampi in plastica. La nostra fabbrica può realizzare parti in plastica stampate ad iniezione e la qualità dei prodotti ti soddisferà.
Abbiamo più di 50 macchine di fascia alta e centinaia di ingegneri e progettisti. Siamo in grado di fornire un servizio completo, dalla progettazione del prodotto - realizzazione di stampi - produzione del prodotto - imballaggio del prodotto - trasporto. Abbiamo una filiera produttiva completa. Possiamo soddisfare tutte le vostre esigenze.
Servizi che forniamo:
Servizio professionale di stampi personalizzati, progettazione e produzione di stampi in plastica. Produzione di prodotti in plastica, progettazione del prodotto, progettazione di stampi, personalizzazione di stampi per soffiaggio, personalizzazione di stampi rotazionali, personalizzazione di stampi per pressofusione. Servizi di stampa 3D, servizi di produzione CNC, imballaggio del prodotto, imballaggio personalizzato, servizi di spedizione.










Aderiamo sempre ai principi della qualità innanzitutto e del tempo. Fornendo ai clienti prodotti della massima qualità, cercare di massimizzare l'efficienza produttiva e ridurre i tempi di produzione. Siamo orgogliosi di dire a ogni cliente che la nostra azienda non ha perso alcun cliente sin dalla sua fondazione. Se c'è un problema con il prodotto, cercheremo attivamente una soluzione e ci assumeremo la responsabilità fino alla fine.

Domande frequenti
Q1: sei una società commerciale o un produttore?
A: Siamo produttori.
Q2. Quando posso ottenere il preventivo?
A: Di solito citiamo entro 2 giorni dalla ricezione della tua richiesta.
Se hai molta urgenza, chiamaci o comunicacelo nella tua email in modo che possiamo prima fare un preventivo per te.
Q3. Quanto è lungo il tempo di consegna per lo stampo?
R: Tutto dipende dalle dimensioni e dalla complessità dei prodotti. Normalmente, il tempo di consegna è di 25 giorni.
Q4. Non ho un disegno 3D, come devo iniziare il nuovo progetto?
A: Puoi fornirci un campione di stampaggio, ti aiuteremo a completare il disegno del disegno 3D.
Q5. Prima della spedizione, come assicurarsi della qualità dei prodotti?
R: Se non vieni nella nostra fabbrica e non hai una terza parte per l'ispezione, saremo i tuoi addetti all'ispezione.
Ti forniremo un video per i dettagli del processo di produzione che include il rapporto sul processo, la struttura delle dimensioni del prodotto e i dettagli della superficie, i dettagli dell'imballaggio e così via.
Q6. Quali sono i tuoi termini di pagamento?
A: Pagamento dello stampo: deposito del 40% tramite T/T in anticipo, pagamento del secondo stampo del 30% prima di inviare i primi campioni di prova, saldo dello stampo del 30% dopo aver concordato i campioni finali.
B: Pagamento della produzione: deposito anticipato del 50%, 50% prima dell'invio della merce finale.
Q7: Come potete rendere la nostra attività un buon rapporto a lungo termine?
R:1. Manteniamo una buona qualità e un prezzo competitivo per garantire ai nostri clienti il vantaggio di prodotti della migliore qualità.
2. Rispettiamo ogni cliente come nostro amico e facciamo sinceramente affari e facciamo amicizia con loro, non importa da dove provengano.
Tag caldi: Servizi di prodotti in plastica ODM, Cina, produttore, fornitore, fabbrica, personalizzato, commercio all'ingrosso, acquisto, qualità, ultime vendite, prodotto in Cina
Categoria correlata
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








